
- Конструкції і різновиди
- Підготовка інструменту до роботи
- технологічні рекомендації
- Пайка оцинкованого заліза
- Чим паяти нержавійку
- Саморобний молотковий паяльник
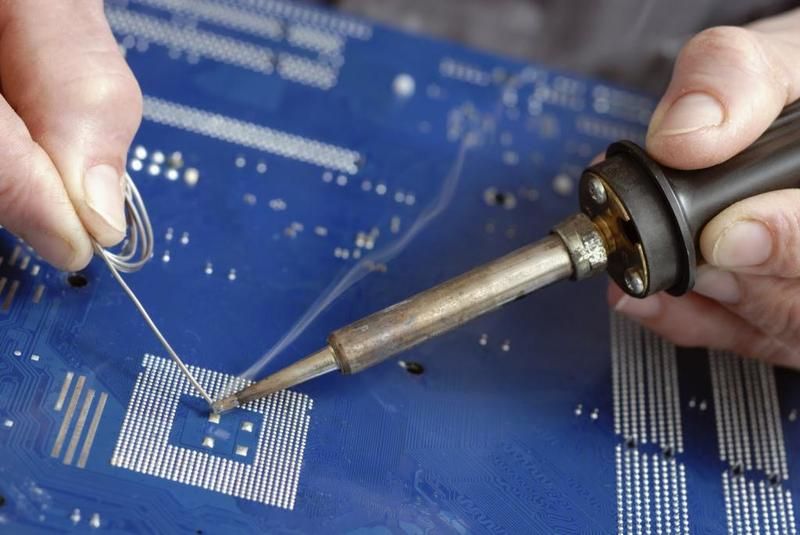
 При монтажі електричних схем і з'єднанні металевих частин між собою використовується надійний і перевірений метод - пайка. Для споювання частин з металів застосовується паяльник. Недосвідченим і початківцям монтажникам необхідно знати, як паяти паяльником і що потрібно мати для роботи.
При монтажі електричних схем і з'єднанні металевих частин між собою використовується надійний і перевірений метод - пайка. Для споювання частин з металів застосовується паяльник. Недосвідченим і початківцям монтажникам необхідно знати, як паяти паяльником і що потрібно мати для роботи.
Конструкції і різновиди
Процес спаювання полягає в заповненні простору між провідниками розплавленим матеріалом, переважно олов'яно-свинцевими припоями. Температура плавлення припоїв повинна бути нижче, ніж нагрівається площа жала. Паяльник повинен вибиратися в залежності від типу і роду робіт, необхідних для виконання. Паяльники бувають електричними і нагріваються під впливом відкритого вогню.
Конструкції і різновиди паяльників:
 З ніхромовим нагрівачем, виготовленим з дроту, намотаною на поверхню ізолятора, всередину якого вставляється жало. Такі інструменти повільно нагріваються і мають скорочене час служби.
З ніхромовим нагрівачем, виготовленим з дроту, намотаною на поверхню ізолятора, всередину якого вставляється жало. Такі інструменти повільно нагріваються і мають скорочене час служби.- З керамічним нагрівачем, до висновків якого підводиться електричний струм. Подібні паяльники характеризуються прискореним нагрівом і збільшеним терміном використання.
- Імпульсні інструменти мають миттєвим нагріванням. Вони включаються за допомогою натискання і утримування кнопки. Всього через 2-3 секунди наконечник розігрівається до необхідної температури для роботи з припоєм. Паяльник виконаний у формі пістолета з наконечником.
- Газові паяльники можна використовувати автономно, це і є їх основною перевагою. Робоча частина жала направляється безпосередньо на полум'я, за допомогою чого і відбувається нагрів.
Для виконання певних видів паяльних робіт електричні паяльники вибираються за потужністю. Щоб зробити пайку напівпровідникових елементів в схемі, достатньо потужності від 15 Вт до 25-40 Вт, в залежності від розміру нагрівається поверхні радіоелектронного компонента. Певні види паяльників мають спеціальне призначення. Для лудіння проводів добре підходять паяльники потужністю від 40 Вт і вище. Для з'єднання великих металевих площ використовують інструменти з потужністю 65 Вт, 80 Вт, 100 Вт, 150 Вт, 200 Вт, 300 Вт і 500 Вт. Електропаяльники випускаються з різними живильними напруженнями:
- промислові - 380 В;
- побутові - 220 В, 36 В, 24 В, 12 В, 6 В;
- спеціальні - 42 В і 110 В, застосовуються на залізничному транспорті.
Підготовка інструменту до роботи
Щоб знати, як правильно користуватися паяльником, потрібно оволодіти навичками підготовки інструменту до пайки. Перше, що необхідно виконати після включення електропаяльника, - це залудити робочу ділянку жала, який представляє собою циліндричний стержень, виготовлений з мідного сплаву. Як правило, жало знаходиться всередині нагрівача і фіксується за допомогою спеціального гвинта або інших способів кріплення, в залежності від конструктивних особливостей паяльника.
Обробка жала
Насамперед необхідно звернути увагу на якість робочої частини жала. Той кінець жала, який зазвичай використовується для паяння, необхідно підготувати до використання. Форма може мати вигляд лопатки або острозаточенного голки, в залежності від запланованого типу роботи.
Щоб підготувати робочу поверхню жала, потрібно виконати наступні дії:
 За допомогою молотка оббити жало і надати йому форму лопатки (викрутки). Можна використовувати кутову заточку, яку краще застосовувати для пайки більш масивних елементів. За рахунок збільшення робочої поверхні краще передається тепло.
За допомогою молотка оббити жало і надати йому форму лопатки (викрутки). Можна використовувати кутову заточку, яку краще застосовувати для пайки більш масивних елементів. За рахунок збільшення робочої поверхні краще передається тепло.- Для пайки дрібних елементів (напівпровідникові радіокомпоненти, тонкі монтажні дроти) край рекомендується заточити в формі гострого конуса. Так меншим тепловим впливам піддаються деталі, які бояться перегріву. Це убезпечить їх від виходу з ладу і дозволить інструменту працювати довше.
- Заточку в формі конуса можна використовувати на більш потужних типах припоїв для виконання робіт з великими провідниками.
Для підготовки робочої частини жала застосовують молоток, напилок або надфіль, наждачний папір, припой і флюс. Після обробки елемента молотком йому необхідно надати потрібну форму за допомогою напилка або надфіля, а потім зашліфувати наждачним папером.
способи лудіння
Наступним важливим моментом є лудіння кінця жала, що запобігає його від швидкого зносу і корозії. Для лудіння можна використовувати флюси або соснову каніфоль. Необхідно не допускати перегріву паяльника, так як це ускладнює виконання лудіння. При першому включенні паяльника може з'явитися дим, причиною якого зазвичай виявляються речовини, використані при виготовленні інструменту.
Для подальшої експлуатації пристосування важливо знати, що потрібно для пайки паяльником. Перш за все необхідно зробити лудіння. Воно здійснюється двома способами.

Відповідно до першого способу, для лудіння потрібно:
- розігріти жало до оптимальної температури;
- занурити його кінець в каніфоль;
- розтирати припій кінцем жала до появи блиску.
Другий спосіб передбачає наступні етапи:
- Потрібно змочити ганчір'я розчином хлористого цинку і протерти нею жало.
- Після цього необхідно рівномірно розтерти розплавленийприпой по поверхні жала за допомогою шматка кухонної солі.
Для лудіння також можна застосовувати різні флюси і паяльні жири (паяльне сало). Щоб провести пайку проводів паяльником, необхідно підготувати сам інструмент, припой флюси або каніфоль, допоміжні пристосування (підставку для паяльника, пасатижі, кусачки, пінцет, губку для чищення жала).
технологічні рекомендації
Необхідно дотримуватися техніки пайки паяльником. Перед спаюванням проводів їх потрібно попередньо зачистити від ізоляції. Після цього проводиться огляд зачищеною поверхні. Залежно від марки проводу на ній також може бути присутнім лак. Якщо ізоляція знімалася з проводів задовго до споювання, може утворитися окисел. Існують два способи зняття окислених плівок і лаку:
- Механічний, з використанням дрібнозернистої наждачного паперу. Такий спосіб застосовується для одножильних проводів великого діаметру. Багатожильні, тонкі дроти не рекомендується зачищати таким чином, так як можна їх обірвати.
- Хімічний спосіб використовується для тонких багатожильних проводів, але є більш шкідливим для монтажника, так як токсичні розчинники при вдиханні з повітрям потрапляють в легені. Лакове покриття можна зняти без попередньої зачистки за допомогою ацетилсаліцилової кислоти (аспірину). На таблетку укладають провід і ретельно прогрівають його паяльником. Температура і кислота знімають лак з поверхні дроту.
При роботі з емальованими проводами можна застосовувати спеціальний флюс, який руйнує покриття і створює плівку, що захищає від контакту з повітрям. Такий флюс називають активним. Після закінчення паяльних робіт його необхідно видалити за допомогою вологої дрантя або губки.
Якщо потрібно припаяти дріт до металевої майданчику (наприклад, заземлення), його необхідно попередньо залудити. Поверхня, до якої він буде припаяний, потрібно зачистити до появи блиску і знежирити. Слідом за цим наноситься флюс, і укладаються шматочки припою. Місце ретельно прогрівається, після чого до нього додається провід.
Щоб якісно припаяти дріт до потрібного місця, необхідно дотримуватися технологію пайки. Для цього використовується припой ПОС-60 в комплексі з каніфоллю або спеціальними флюсами, так як вони надають йому плинність і пластичність при пайку, а також захищають поверхню від взаємодії з киснем.
Споювати дроти потрібно добре прогрітим паяльником, щоб його температури вистачало для плавлення припою. Зачищений провід опускається в розплавлену паяльником каніфоль. Попередньо набравши припою, необхідно кілька разів провести жалом по оголені дроти, після чого вже Залужений провідник можна запаяти в необхідному місці. Для зручності роботи можна використовувати пристосування «третя рука». З його допомогою фіксується провідник, до якого буде припаяний провід.
Пайка оцинкованого заліза
При виробництві оцинкованих виробів з вуглецевої сталі їх часто покривають цинком за допомогою методу гарячого занурення. Щоб отримати блискучу поверхню стали, в ванну додаються свинець, олово і алюміній в кількості 1%. Листи зі сталі також покриваються цинком за допомогою гальванічного способу.
Оцинкованого заліза важко піддається пайку, тому  необхідно мати спеціальні активні флюси, що складаються з концентрованої соляної кислоти і розчину цінкоаммоніевого хлориду, а також флюси на основі хлористого цинку і амонію з добавкою хлористого олова. Олов'яно-свинцеві припої в поєднанні з флюсами мають хорошу текучість і забезпечують високоміцні з'єднання.
необхідно мати спеціальні активні флюси, що складаються з концентрованої соляної кислоти і розчину цінкоаммоніевого хлориду, а також флюси на основі хлористого цинку і амонію з добавкою хлористого олова. Олов'яно-свинцеві припої в поєднанні з флюсами мають хорошу текучість і забезпечують високоміцні з'єднання.
Попередньо на споюють поверхню наноситься флюс, після чого дотримується витримка. Це потрібно для того, щоб пройшла реакція. Для пайки необхідно мати великий паяльник з високою робочою температурою. Перед тим як злити провідники, потрібно попередньо розтерти поверхню з'єднання, а після споювання слід видалити залишки флюсу.
Чим паяти нержавійку
Споювання нержавійки є трудомістким процесом. Воно проводиться при температурі від 500 до 700 градусів Цельсія за допомогою припою (тинолем). Припій для нержавійки вибирається виходячи з умов пайки і складу стали. Сплав містить не більше 25% хрому і 25% нікелю, такі склади дають дуже міцні з'єднання. Як флюс використовується бура, яка наноситься на поверхню у вигляді пасти або порошку. Після розплавлення бури метал нагрівається і стає яскраво-червоного кольору, потім в ці сполуки вводиться припой.

Після закінчення пайки залишився флюс видаляється за допомогою води або пісочного обдування. Застосування азотної і соляної кислоти вкрай небажано, оскільки може статися реакція припою і металу з руйнуванням останнього.
Саморобний молотковий паяльник
 У домашніх умовах можна виготовити потужний паяльник для спаювання масивних металевих елементів. Такий паяльник має високу теплоємність, яка забезпечує достатню температуру для виконання необхідних робіт.
У домашніх умовах можна виготовити потужний паяльник для спаювання масивних металевих елементів. Такий паяльник має високу теплоємність, яка забезпечує достатню температуру для виконання необхідних робіт.
Потрібно розклепати масивний мідний брусок або товстий прут, щоб виготовити жало. Його необхідно буде виточити за допомогою напилка, щоб отримати виразні ребра і грані. Кут повинен складати від 30 до 45 градусів. В якості власника можна використовувати сталевий пруток або пластину, яка буде приєднана до паяльне жала. Можна також виготовити ручку і прикріпити її до паяльнику.