
- Застосування і особливості зварювання
- маркування виробів
- Устаткування для зварювання
- Переваги і недоліки
 Прутки, виконані з вольфраму і його сплавів, набули широкого поширення як електроди, призначені для отримання нероз'ємних з'єднань за допомогою аргонової зварювання. Їх застосовують для створення особливо відповідальних вузлів, наприклад, ємностей, що працюють під тиском. Із застосуванням вольфрамових електродів зварюють нержавіючі та леговані сплави.
Прутки, виконані з вольфраму і його сплавів, набули широкого поширення як електроди, призначені для отримання нероз'ємних з'єднань за допомогою аргонової зварювання. Їх застосовують для створення особливо відповідальних вузлів, наприклад, ємностей, що працюють під тиском. Із застосуванням вольфрамових електродів зварюють нержавіючі та леговані сплави.
Застосування і особливості зварювання
Необхідно відзначити, що застосування електродів з вольфраму забезпечувати стабільність режиму зварювання, постійну зварювальну дугу. Ці властивості забезпечують отримання зварних швів високої якості. Максимальну ефективність зварювання цими матеріалами показує в середовищі захисних газів. Такий вид зварювальних робіт застосовують для з'єднання таких матеріалів, як молібден, нікель і деяких інших.
Інструмент цього типу відносять до плавиться, але в технологічному процесі його застосовують одночасно з присадочной дротом. Вольфрамові вироби застосовують для з'єднання металів різного складу.

На поверхню виробів, виконаних з вольфраму і його сплавів, не завдають ніякої обмазки. Присадний матеріал в процесі роботи зварювальник подає окремо, як правило, він теж виконаний у вигляді прутка чи дроту.
Захист зварювальної ванни від впливу атмосферного кисню забезпечує газ, який її оточує, для цих цілей застосовують аргон, вуглекислоту, гелій або з суміші.
На практиці найчастіше застосовують прутки довжиною 175 мм, але існують зварювальні прутки і меншої довжини - від 50 до 150 мм. Діаметр застосовуваних матеріалів лежить в діапазоні від 1 до 8 мм. Вибрати необхідний виріб можна за допомогою спеціальних таблиць.
 Якість виконуваних робіт, в першу чергу, забезпечує хімічний склад вольфрамового сплаву. Так, при їх виготовленні в сплав вносять добавки наступних хімічних речовин: торію, цирконію та ряду інших. Ці присадки підвищують стійкість прутків до плавлення, і, само собою, покращують якість зварювання.
Якість виконуваних робіт, в першу чергу, забезпечує хімічний склад вольфрамового сплаву. Так, при їх виготовленні в сплав вносять добавки наступних хімічних речовин: торію, цирконію та ряду інших. Ці присадки підвищують стійкість прутків до плавлення, і, само собою, покращують якість зварювання.
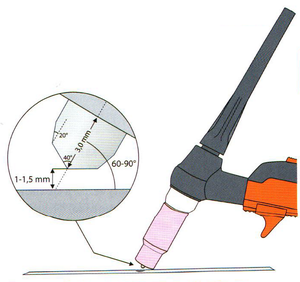
Зварювальник повинен постійно відстежувати стан робочого кінчика вольфрамового прутка. Справа полягає в наступному: від форми кінчика залежить робота дуги на поверхні деталей. Його форма впливає на якість зварного шва, його форму і розміри. Саме тому кінчик вироби повинен бути завжди заточений. На практиці застосовують правила і форму заточки, які прийнятні для тих чи інших видів робіт.
Форму заточення визначає марка вироби, так WP кінчик повинен бути виконаний у вигляді сфери, на WT на кінці повинна бути невелика опуклість, а ось зварювальні прутки марки WC заточують під конус.
Розмір обробки (заточування) кінця прутка визначають за такою формою - його діаметр множать на 2, 5. Тобто виріб з діаметром 3 мм необхідно обробляти на відстані в 7, 5 мм. Крім того, треба враховувати і те, що в залежності від зварювальних матеріалів і сили зварювального струму кути заточування повинні бути різними. Недотримання цих правил може призвести до скорочення часу експлуатації інструменту.
Так, якщо кінчик заправлений нерівномірно, це може привести до відхилення дуги від заданого напрямку. Невірно підібрана ширина призведе до такого дефекту, як непровар.
Незважаючи на безліч переваг цих виробів, існує як мінімум один істотний недолік - це труднощі з розпалом і підтриманням дуги.
Для усунення цього недоліку розпал дуги виконують за кілька кроків:
- Створюють коротке замикання на тілі заготовки.
- Відведення електрода від заготовки на заздалегідь певну відстань.
Для виконання цієї операції в місці зварювання додають цирконієву присадку. Такий метод дозволяє виконати розпал якісної дуги.
маркування виробів
 Як і більшість подібної продукції, вольфрамові електроди мають класифікацію, яка виконується по вживаності. Одні, наприклад, WP застосовують для роботи з алюмінієм, а WC для роботи нержавейкой. Для того щоб їх було зручніше розрізняти, на них наносять кольорову смугу.
Як і більшість подібної продукції, вольфрамові електроди мають класифікацію, яка виконується по вживаності. Одні, наприклад, WP застосовують для роботи з алюмінієм, а WC для роботи нержавейкой. Для того щоб їх було зручніше розрізняти, на них наносять кольорову смугу.
Для маркування вольфрамових зварювальних прутків застосовують буквено-цифрове позначення. Крім цього, кваліфікують вольфрамові електроди для аргонодугового зварювання за кольорами.
Крім нього, на поверхню прутків наносять кольору, відповідні їх марці. Позначення електродів включає в себе опис хімічного складу, а також наявність добавок. В позначенні присутня буква W, вона говорить про те, що в основі хімічного складу лежить вольфрам. Кількість добавок не перевищує 0, 5% від обсягу.

Друга літера показує тип присадки, яка застосовується для виготовлення вольфрамових електродів.
Так, марка WP - це вольфрамові електроди для зварювання алюмінію і його сплавів. Крім цього, металу електроди марки WP застосовують для обробки магнію. Вироби з маркою WZ8 містять в собі цирконій. Їх застосовують для роботи з бронзою, магнієм, нікелем і їх сплавами. Вироби здатні працювати з великими навантаженнями, на відміну від виробів іншої марки. Електроди цієї марки маркують за допомогою зеленого кольору.
Електрод марки WT20 містить в своєму хімічному складі торій. Вироби цього типу найбільш поширені, але разом з тим вони несуть певну загрозу зварнику і людей, які працюють поруч з ним. Вся справа в тому, що цей матеріал є джерелом радіації. Це накладає певні обмеження на їх застосування у виробництві зварювальних робіт. Електроди цієї марки маркують за допомогою червоного кольору.
Треба відзначити, що стрижні, що містять торій, дозволяють працювати практично з будь-яким видом матеріалу, від звичайних сталей, до нікелевих або молібденових сплавів.
 До універсальних електродів відносять і ті, які належать марці WC 20. В їх хімічний склад входить церій, що дозволяє працювати як при змінному, так і при постійному зварювальному струмі. Ще одна відмінність виробів цієї марки полягає в тому, вони забезпечують стабільне горіння дуги навіть при невеликій потужності джерела струму. Електроди цієї марки маркують за допомогою темно-синього кольору.
До універсальних електродів відносять і ті, які належать марці WC 20. В їх хімічний склад входить церій, що дозволяє працювати як при змінному, так і при постійному зварювальному струмі. Ще одна відмінність виробів цієї марки полягає в тому, вони забезпечують стабільне горіння дуги навіть при невеликій потужності джерела струму. Електроди цієї марки маркують за допомогою темно-синього кольору.
Іншими словами, вольфрамові електроди, класифікація яких була приведена вище, можуть бути використані при зварюванні будь-яких сплавів.
Устаткування для зварювання
Якщо використовується електрод вольфрамовий для аргоновой зварювання, необхідний особливий набір обладнання. Він включає:
- джерело постійного або змінного струму;
- пальники з встановленим на ній не плавиться, ;
- ємності, в які закачаний інертний газ;
- рукава (шлангів) для подачі газу в робочий простір.
 Електроди виконують з вольфраму або його з'єднань. Температура його плавлення становить 3 380 градусів Цельсія, що дозволяє використовувати його для роботи практично з усім металами. Під час роботи він не плавиться, єдине, що потрібно, - це виконувати заточку відповідно до певних вимог. Електрод встановлюють в пальник, при цьому та частина електрода, яка не бере участі у роботі, захищається ковпаком. Це необхідно для запобігання його замикання на масу.
Електроди виконують з вольфраму або його з'єднань. Температура його плавлення становить 3 380 градусів Цельсія, що дозволяє використовувати його для роботи практично з усім металами. Під час роботи він не плавиться, єдине, що потрібно, - це виконувати заточку відповідно до певних вимог. Електрод встановлюють в пальник, при цьому та частина електрода, яка не бере участі у роботі, захищається ковпаком. Це необхідно для запобігання його замикання на масу.
На пальнику встановлена кнопка, яка подає газ і напруга. На кінці пальника встановлено керамічне сопло. З нього виходить кінчик електрода. До рукоятці пальники під'єднують рукави, через які подається газ.
Після того як зварювальник натискає кнопку, починається подача газу і електрики. Газ, що надходить з сопла, ізолює зварювальну ванну від дії газів, що містяться в атмосфері.
Переваги і недоліки
 Сварка з застосуванням вольфрамових електродів гарантує отримання шва без шлаку. В такому шві відсутні пори. Сварка такого типу дозволяє з'єднувати між собою більшість відомих сплавів і металів. Крім того, застосування зварювання цього типу дозволяє створювати з'єднання зі стінками різної товщини.
Сварка з застосуванням вольфрамових електродів гарантує отримання шва без шлаку. В такому шві відсутні пори. Сварка такого типу дозволяє з'єднувати між собою більшість відомих сплавів і металів. Крім того, застосування зварювання цього типу дозволяє створювати з'єднання зі стінками різної товщини.
Сварка вольфрамовими електродами виконується без іскор і бризок. На шві не утворюється шлак, не виділяється дим, на відміну від електродів, покритих обмазкой. Всі ці фактори дозволяють виконувати зварювання з високою швидкістю.
Разом з тим зварювання таким матеріалом має на увазі те, що перед виконанням роботи необхідно ретельно зачистити поверхню деталей. В іншому випадку одержуваний шов буде володіти певними дефектами (непроварами, порами і ін.).