
- Переваги інверторних зварювальних апаратів
- Етапи підготовки до зварювання
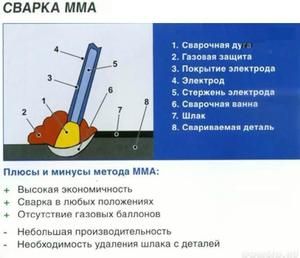
- Особливості виконання зварювальних робіт
 У домашньому господарстві вміння поводитися зі зварювальним апаратом є величезною перевагою. У будівництві або у роботі якоїсь техніки своїми руками без зварювального з'єднання металевих конструкцій просто не обійтися. При цьому володіє цією навичкою обмежене коло людей, які пройшли спеціальне навчання. Багато хто думає, що тільки на курсах можуть дати корисні і важливі уроки володіння зварюванням, хоча насправді цього можна досягти, вивчаючи теоретичний матеріал і постійно відточуючи майстерність.
У домашньому господарстві вміння поводитися зі зварювальним апаратом є величезною перевагою. У будівництві або у роботі якоїсь техніки своїми руками без зварювального з'єднання металевих конструкцій просто не обійтися. При цьому володіє цією навичкою обмежене коло людей, які пройшли спеціальне навчання. Багато хто думає, що тільки на курсах можуть дати корисні і важливі уроки володіння зварюванням, хоча насправді цього можна досягти, вивчаючи теоретичний матеріал і постійно відточуючи майстерність.
Переваги інверторних зварювальних апаратів
Для з'єднання металевих конструкцій необхідний досвід і сам зварювальний апарат. Кращий варіант - це використання інверторного обладнання, яке відмінно підходить для роботи в домашніх умовах. Такий пристрій коштує недорого, відрізняється маленькими габаритами і вагою. Невеликі розміри не впливають на якість виконання зварювальних робіт. Всі з'єднання виходять акуратними і надійними. З такою зварюванням впорається майстер навіть невисокої кваліфікації.
Конструкція инверторного зварювального апарату складається з таких елементів, як:
 Блок живлення з фільтром і спеціальним випрямним блоком.
Блок живлення з фільтром і спеціальним випрямним блоком.- Інверторний блок відповідає за перетворення постійної напруги в змінний високочастотний струм.
- Для зниження величини високочастотного струму використовується трансформатор. Саме він відповідає за безпеку і запобігає перегріванню устаткування.
- Силовий випрямляч служить засобом подачі постійного струму на виході пристрою.
- Управлінням пристрої займається електронний блок.
 У инверторной зварюванні використовуються різні інноваційні технології, які допомогли значно знизити габарити і масу установки. За рахунок невеликих розмірів її легко зберігати вдома або встановлювати в будь-який зручний місце під час роботи. Вага такого обладнання коливається в межах 5-15 кг. Тобто перенести зварювальний апарат, не складе труднощів.
У инверторной зварюванні використовуються різні інноваційні технології, які допомогли значно знизити габарити і масу установки. За рахунок невеликих розмірів її легко зберігати вдома або встановлювати в будь-який зручний місце під час роботи. Вага такого обладнання коливається в межах 5-15 кг. Тобто перенести зварювальний апарат, не складе труднощів.
Це пристрій допомагає зварити будь-які металеві конструкції, якщо правильно працювати на інверторному зварювальному апараті. У комплекті до обладнання доступна інструкція, в якій є маса різних корисних відомостей, що вказують як правильно варити инверторной зварюванням, вибирати електроди в залежності від типу металу і т. Д. Така брошура буде корисна навіть досвідченим фахівцям.
При покупці важливо звертати увагу на присутність інструкції російською мовою, адже використовувати зварювання наосліп складно, не кажучи вже про небезпеку. Зустрічаються такі випадки, коли апаратуру купують «з рук», а інструкцію старі господарі втратили. Тоді найкраще знайти фахівця, який наочно покаже основні моменти управління зварюванням. Самостійно починати відчувати її, не маючи навіть банальної інструкції не можна.
Етапи підготовки до зварювання
Дізнатися, як навчиться варити електрозварюванням, не важко, а ось використовувати отримані уміння на практиці складніше. В першу чергу, важливо засвоїти, що всю роботу розбивають на декілька етапів, які включають:
- вибір інвертора і електродів;
- підготовка обладнання;
- зварювальні роботи.
Вибір інвертора і електродів
 Прямий вплив на якість результату в процесі зварювальних робіт надає вибір електродів. Вони відрізняються маркою стали, покриттям, товщиною, призначенням і механічними властивостями. Найчастіше в інструкції описуються, які саме електроди рекомендується застосовувати в процесі роботи, але такого пункту може і не бути. У такому випадку важливо знати основи їх вибору.
Прямий вплив на якість результату в процесі зварювальних робіт надає вибір електродів. Вони відрізняються маркою стали, покриттям, товщиною, призначенням і механічними властивостями. Найчастіше в інструкції описуються, які саме електроди рекомендується застосовувати в процесі роботи, але такого пункту може і не бути. У такому випадку важливо знати основи їх вибору.
При виборі електродів важливо звертати увагу на дріт, яка спочатку повинна бути міцною і якісною. Ще один важливий компонент це покриття, яке доводить дріт до розжареного стану.
Електроди повинні підбиратися по марці і типу металу, необхідного для з'єднання. Їх буває безліч, не кажучи вже про ситуації, коли з'єднують метал двох різних типів.
Якщо немає точних даних, електроди підбирають відповідно до загальноприйнятих рекомендацій, які ділять на кілька принципів:
- вуглецеві електроди використовують при роботі з середньою і низьковуглецевої сталлю;
- для зварювання легованої сталі підходить виключно витратний матеріал, що випускається за ГОСТ 9466-75 і 10052-75;
- для з'єднання чавунних деталей застосовують марку ОЗЧ-2.
Існує кілька сотень марок електродів, в яких досить складно розібратися. Тому рекомендується при виконанні зварювальних робіт користуватися порадами фахівців. Наприклад, універсальної вітчизняної маркою УОНИ, яка знайшла широке застосування при зварюванні. Для з'єднання металевих конструкцій низького сорту, якості і щільності використовують марки електродів АНО і МР-3.
При виборі зварювального інвертора для використання в домашньому господарстві важливо дотримуватися кількох правил:
 Максимальне значення струму зварювального апарату повинно знаходитися в межах 160-200 А. Краще відразу купувати потужне обладнання, яке дозволить з'єднувати металеві вироби з великою товщиною.
Максимальне значення струму зварювального апарату повинно знаходитися в межах 160-200 А. Краще відразу купувати потужне обладнання, яке дозволить з'єднувати металеві вироби з великою товщиною.- Параметр холостого ходу напруги іноді перевищує 90 В, але такий показник не підійде для використання на дачі. Краще вибирати пристрій з параметрами в інтервалі від 50 до 60 В.
- Тривалість включення - це важлива характеристика, яка показує, скільки часу агрегат здатний працювати без перепочинку. Вибирати пристрої з максимальним або мінімальним значенням не варто. Краще зайняти золоту середину і купити зварений апарат з ПВ в межах 40-80%.
 Важливо враховувати особливості місцевої мережі. У селах існує проблема з нестабільною подачею електроенергії, не кажучи вже про слабку проводці. Саме тому підбирають обладнання, яке здатне працювати в широкому діапазоні напруги живлення не піддаючи себе ризику відключення або виходу з ладу.
Важливо враховувати особливості місцевої мережі. У селах існує проблема з нестабільною подачею електроенергії, не кажучи вже про слабку проводці. Саме тому підбирають обладнання, яке здатне працювати в широкому діапазоні напруги живлення не піддаючи себе ризику відключення або виходу з ладу.
Рекомендується передбачити відключення електроенергії і купувати пристрій здатний працювати від централізованої мережі і автономних джерел на бензиновому або дизельному паливі.
Настройка обладнання
Перед тим як приступити до зварювальних робіт, насамперед необхідно підготувати себе, обладнання та металеві вироби, які будуть з'єднуватися. Почати варто з підготовки спеціального захисного одягу. Це важливий компонент під час зварювальних робіт, який допоможе убезпечити від отримання травми. Знадобляться такі захисні елементи, як:
- Зварювальна маска;
- рукавички;
- робочий одяг.
 Рукавички, взуття, спецодяг, повинні бути виконані з щільних і вогнетривких тканин. Під час зварювання на тіло людини потрапляє велика кількість розжарених металевих осколків, які можуть завдати значних пошкоджень. Зварювальний маска - це обов'язковий атрибут для захисту очей і обличчя.
Рукавички, взуття, спецодяг, повинні бути виконані з щільних і вогнетривких тканин. Під час зварювання на тіло людини потрапляє велика кількість розжарених металевих осколків, які можуть завдати значних пошкоджень. Зварювальний маска - це обов'язковий атрибут для захисту очей і обличчя.
Наступний крок - це підготовка металевих виробів і перевірка електродів. Сталеві деталі зачищаються металевою щіткою від різного сміття, лакофарбового покриття, іржі і т. Д. Електроди повинні бути заздалегідь підібрані по марці стали, але не заважає, ще раз переконається в правильному виборі діаметру, відповідного з'єднувального шву і товщині металевих деталей.
Перед підключенням інвертора обов'язково перевіряють електричну мережу і її параметри, які повинні відповідати підключається обладнання. Якщо параметри мережі не відповідають, то в кращому випадку зварювання не працюватиме, а в гіршому перегорить проводка і перегріється апаратура. Запобігти коротке замикання вийде, якщо використовувати спеціальний автомат, здатний стабілізувати величину напруги, або взяти на себе основне навантаження.
Важливо підготувати робочу площадку. Вона повинна бути рівною для стійкості инверторной зварювання і добре провітрюватися. Зварений апарат вимагає постійної циркуляції повітря для природного охолодження, тому в декількох метрах від неї зона повинна бути розчищена. Це буде корисно зробити і з огляду на безпеку роботи, адже під час зварювання на підлогу потрапляє велика кількість іскор і часток розпеченого металу, які можуть підпалити одяг або вибухонебезпечні речовини.
Закінчивши з підготовкою майданчика, електромережі і особистого захисту, можна переходити до наступних дій:
 до гнізда инверторной зварювання підключаються відповідний силовий кабель і кабель маси;
до гнізда инверторной зварювання підключаються відповідний силовий кабель і кабель маси;- кабель маси за допомогою спеціального затиску «крокодил» фіксується на будь-якої металевої поверхні;
- обладнання для зварювання підключають до електроживлення і виставляють відповідний режим;
- затискається електрод.
Послідовність і точність виконання всіх підготовчих дій - це основа безпеки і успішності роботи, перед тим як працювати зварювальним апаратом.
Особливості виконання зварювальних робіт
 Перше що необхідно зробити починаючому зварнику, це зрозуміти сам принцип з'єднання конструкції, а далі лише справа за точним виконанням всіх інструкцій.
Перше що необхідно зробити починаючому зварнику, це зрозуміти сам принцип з'єднання конструкції, а далі лише справа за точним виконанням всіх інструкцій.
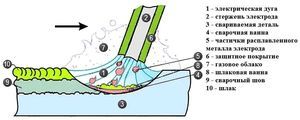
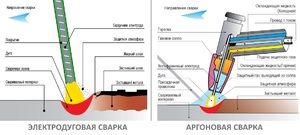
Спочатку необхідно запалити електродуги між кінчиком електрода і поверхнею деталі. Для цього зварювальник завдає електродом точкові або чиркала руху по деталі. Після декількох торкань відбувається спалах, яка свідчить про те, що дуга запалилася. У зоні такого дії метал миттєво починає плавитися, тому важливо відпрацювати рух і робити все максимально швидко.
Виконуючи електродугове зварювання, багато фахівців стикаються з тим, що електрод просто починає липнути до поверхні металу. Така проблема виникає, якщо майстер, використовуючи надмірну силу, притискає електрод. Вся робота повинна проходити легко і плавно. Щоб зварювати деталі між собою потрібна мінімальна дотик електрода з їх поверхнею.
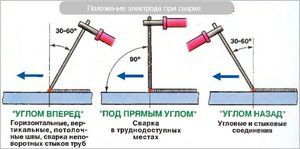
В процесі важливо стежити, щоб довжина дуги відповідала діаметру електрода. Тобто максимально рівно тримати і проплавлять металеві вироби, формуючи якісний зварний шов, але це не єдина вимога. На якість шва впливає ще й правильний вибір полярності при підключенні кабелю маси і інвертора. Вибрати правильно полярність виходить, тільки якщо точно знач марку стали з'єднуються заготовок. Якщо таких даних немає, тоді краще скористатися прямою полярністю, яка підходить до більшості марок сталі. Зворотній полярність з'єднує лише рідкісні метали, толстолистного конструкції і низьковуглецеві вироби.
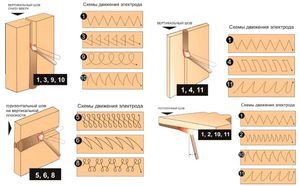
 Конструкція зварювального устаткування включає великий спектр інноваційних технологій, які плавно і ефективно регулюють струм в процесі роботи. Це значно спрощує роботу, робить її комфортною для початківців зварників, але чому іноді все-таки не вдається домогтися рівного та якісного шва. Всьому виною рух електродів або неправильна ручна настройка струму.
Конструкція зварювального устаткування включає великий спектр інноваційних технологій, які плавно і ефективно регулюють струм в процесі роботи. Це значно спрощує роботу, робить її комфортною для початківців зварників, але чому іноді все-таки не вдається домогтися рівного та якісного шва. Всьому виною рух електродів або неправильна ручна настройка струму.
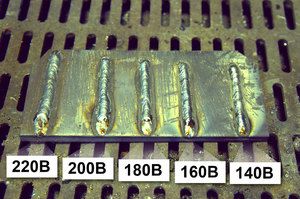
При використанні низького струму, шви виходять вузькими і опуклими, що заважає хорошій стикуванні деталей. Установка високого струму розбризкує метал на поверхні і тим самим з'являються пропалювання, які псують зовнішній вигляд виробу. Тонкий і трохи приплюснутий шов - це показник швидкого просування електрода. Товстий і розпливчастий шов - це свідчення довгого просування електрода. Правильний шов виходить при правильному виборі струму, нормальної і стабільної швидкості роботи.
Будь-яка людина, використовуючи загальні поради та правила, може зрозуміти, як правильно варити зварюванням. В цьому немає нічого складного, якщо дотримуватися технологію і правильно підготувати обладнання, майданчик і спецодяг перед початком з'єднання металевих виробів. Головне постійно дотримуватися техніки безпеки, а досвід додасться з практикою.