
- види різьблення
- Різновиди нарізування мітчиками
- Поради по виготовленню деталей
- Інші види обробки
- Як перевірити правильність роботи
 У наш час нарізні сполучення зустрічаються практично скрізь: як у технічних пристроїв, так і у великої кількості предметів домашнього ужитку. Головним пристосуванням для виготовлення таких з'єднань є мітчик. Для нарізки різьблення його використовують, щоб швидко і без особливих зусиль зробити акуратну і високоякісну обробку на внутрішній поверхні отвору.
У наш час нарізні сполучення зустрічаються практично скрізь: як у технічних пристроїв, так і у великої кількості предметів домашнього ужитку. Головним пристосуванням для виготовлення таких з'єднань є мітчик. Для нарізки різьблення його використовують, щоб швидко і без особливих зусиль зробити акуратну і високоякісну обробку на внутрішній поверхні отвору.
види різьблення
Конструкція інструменту з часом стала більш продуманою, і на сьогоднішній день вона дозволяє створити чітку внутрішню різьбу.
Визначають види різьблення по наступним параметрам: призначення, вид профілю, величина кроку, напрямок (права, ліва), система вимірювання (метрична, дюймова, трубна), розташування на деталі (внутрішня, зовнішня), характер поверхні, число заходів.
Класифікація за призначенням
У сучасній індустрії існують різні види мітчиків, різняться один від одного конструкціями і функціональними можливостями. За призначенням мітчики можуть належати до одного з наступних видів:
 Ручні мітчики бувають одно-, дво- і трёхкомплектние. Номер мітчика в наборі відзначають числом кругових рисок на хвостовику. При обробленні вироби з особливо твердих сплавів такий комплект може досягати п'яти штук. Робочі діаметри такого інструменту, що входить в комплект, розрізняються.
Ручні мітчики бувають одно-, дво- і трёхкомплектние. Номер мітчика в наборі відзначають числом кругових рисок на хвостовику. При обробленні вироби з особливо твердих сплавів такий комплект може досягати п'яти штук. Робочі діаметри такого інструменту, що входить в комплект, розрізняються.- Машинні мітчики призначені для нарізування як глухий, так і наскрізного різьблення. Для гарного відділення стружки і для переривчастих отворів використовують інструмент з гвинтовими канавками: ліві - для наскрізних, праві - для глухих отворів з правого різьбленням. Застосовуються на токарних, свердлильних, агрегатних та інших верстатах.
- Для створення різьблення в наскрізних отворах служать гайкові мітчики без реверсування шляхом нанизування нарізаних гайок на прямий або вигнутий хвостовик інструмента. Мітчики з такою конструктивною особливістю застосовуються на Гайконарізні автоматах, де нарізають гайки безперервним циклом. Як правило, вони працюють без примусової подачі.
 Плашкові мітчики. Призначаються для попередньої нарізки круглих плашок до свердління стружковиводних отворів. Сітка для частина виконується конусної по всьому профілю.
Плашкові мітчики. Призначаються для попередньої нарізки круглих плашок до свердління стружковиводних отворів. Сітка для частина виконується конусної по всьому профілю.- Маткові мітчики. Призначаються для калібрування різьби круглих плашок після свердління стружкових отворів. Сітка для частина конічної форми по всьому профілю, калібруюча - циліндричної.
- Комбіновані мітчики. Призначаються для виконання множинних ходів оброблення. Свердління отвору і Різьбонарізання в наскрізних отворах без примусової подачі здійснимо, якщо різьбонарізний інструмент вступає в роботу після виходу свердла з отвору.
Різьбонарізання в легенях металах проводиться певними для цього стандартами ГОСТу машинно-ручними інструментами, у яких нитки на калібрує розташовані в шаховому порядку. З лівими канавками - для отворів з правого різьбленням, а для глухих отворів - праві.
У корозійно-стійких і жароміцних видах стали Різьбонарізання виробляють спеціальними інструментами (ГОСТ 17927-72 *).
Нарізка титану і його сплавів
Слід уникати нарізки в отворах глухих і довгих різьблень, щоб виключити поломку робочого інструмента. Процес резьбонарезания полегшується зі збільшенням діаметра отвору під різьбовий елемент. У важкооброблюваних матеріалах і загартованих сталях Різьбонарізання виробляють також твердосплавним інструментом. Застосовують способи вібраційного нарізування нарізного елемента.
важливі параметри
Залежно від потрібних характеристик, точності, допустимої шорсткості поверхні заготовки, конфігурації деталі та призначення нарізного елемента, вибирають спосіб виготовлення деталі. Суттєво впливає на цей процес і технологічність конструкцій різьбових деталей.
Різновиди нарізування мітчиками
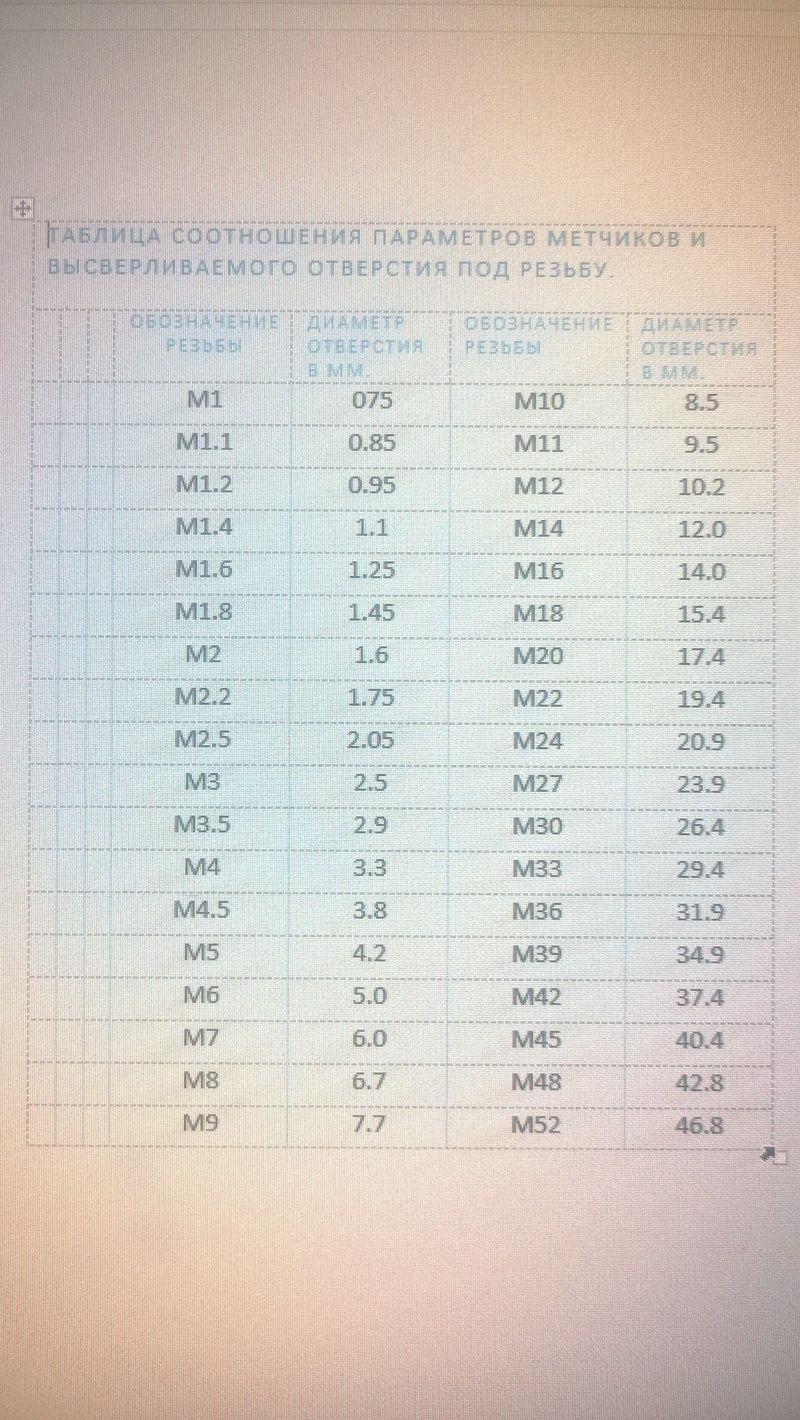
Метричний тип нарізки. Нарізати елемент такого різьблення має форму рівнобедреного трикутника, вся величина вимірюється в міліметрах, маркуються такі мітчики буквою (М). Для підбору потрібного інструменту під час нарізання застосовують особливу кількість посилань таблицю мітчиків.
Таблиця нарізки різьблення мітчиком:
Дюймова робоча частина інструмента має конічною формою. Діаметр такого інструменту вимірюється в дюймах, а крок - в числі ниток на один дюйма.
Трубна. Циліндричні і конічні мітчики використовуються для нарізки різьблення трубних з'єднань.
Поради по виготовленню деталей
При нарізанні нарізного зовнішнього елемента важливо дотримуватися техніки безпеки. А також необхідно дотримуватися наступних рекомендацій:
- Перед нарізуванням зовнішнього нарізного елемента заготовки на стрижні потрібно зняти фаску, встановити плашку рівно без перекосів і обов'язково змастити заготовку маслом.
- У разі коли стержень скривило, можна видалити браковану частину сплаву і почати Різьбонарізання знову.
- Якщо обробка отвору відбувається метчиком, то воно повинно бути просвердлений перпендикулярно площині деталі, повинна бути знята фаска, а чорновий мітчик змазаний олією.
- При виборі мітчиків краще звернути увагу на маркування інструменту, і зупинити свій вибір на виробах, виготовлених зі швидкорізальної сталі. Така сталь міцніша і не схильна до несправностей.
- Якщо інструмент для нарізування внутрішньої різьби поламався, необхідно скористатися спеціальним інструментом для вилучення його з заготовки.
Інші види обробки
Для нарізки різцями на токарних верстатах як зовнішньої, так і внутрішньої площини використовуються різні твердосплавні пластини або невеликий інструмент, за своєю формою нагадує розточний різець. Однонитковим інструментами роблять обробку по багатопрохідної профільної схемою. Різьбові різці бувають призматичні, пластинчасті, стрижневі, з механічним кріпленням твердосплавних пластинок.

Інструмент встановлюється по центру нарізається деталі. Така обробка проводиться на багатоосьових або вальцетокарних верстатах. Існує можливість застосування однозубкових і багатозубкова твердосплавних пластин.
Застосування змінних твердосплавних пластин при нарізці різьблення на токарних верстатах дозволяє обробити отвори 6 мм і більше. Різьбонарізання на верстатах підходить для безлічі матеріалів твердістю до 50 HRC.
різьбонарізні фрези
Ще один спосіб нарізування як внутрішньої, так і зовнішньої різьби - фрезами на верстатах з ЧПУ, які утримують спіральну інтерполяцію. Використовуються в такий інструменті для нарізування різьблення як цілі твердосплавні фрези, так змінні твердосплавні пластини. Існують багатовиткові, одновиткового, дискові і борін різьбонарізні фрези. Перевагу при обробленні заготовки віддається багатовитковим фрез. Область застосування їх досить обширна, так як вони здатні обробляти матеріал міцністю до 65 HRC, дозволяють обробити безліч різноманітних матеріалів.
Ці фрези мають широкий діапазон вживання, а їх діаметр починається з самого маленького (від 1.5 мм) і завершується найбільш великими розмірами. Використання цього інструменту має безліч плюсів. Одну і ту ж фрезу можна використовувати для отворів різного діаметру, використовуючи один крок різьблення.
Використання абразивних матеріалів
Метод обробки різьби абразивними інструментами істотно відрізняється від попередніх і дає велику ймовірність нарізати високопрецизійне внутрішню різьбу. Він являє собою висококваліфіковане рішення для виробництва величезної кількості деталей, у яких низький допуск неправильності від корисних властивостей. Один такий верстат може вишліфовує велике різноманіття внутрішніх варіантів різьбових елементів. До елементів, які виготовляються способом внутрішнього шліфування, відносяться резьбоізмерітельние калібри, гайки для звичайних і кулькових гвинтових передач.

Різьбонарізання способом шліфування виконується на призначених для цих процесів верстатах, що володіють головними особливостями: жорсткістю установки, стабільною температурою, точністю руху по осях координат, здатністю виконувати точні цикли пересування і наявністю спеціальних прецизійних шпинделів з датчиками контролю температури.
процес накатки
Для металообробки отвори завглибшки до чотирьох калібрів застосовуються мітчики-Розкатники. Принцип дії їх полягає в деформації матеріалу, при цьому стружка не утворюється і відсутня ймовірність заторів стружки. Мінусом такої обробки є обмежена жорсткість болванки до 40 HRC, так як такий метод резьбонарезания передбачає деформацію використаного матеріалу, який повинен бути пластичним, c низьким коефіцієнтом розтягування.

Такий інструмент має велику жорсткість, внаслідок чого практично не схильний до зламу. Торована різьблення найбільш міцна, так як крупяністий сплав піддається спресовиванію і стає більш однорідним. З недоліків цього виду мітчиків є вимога найбільшого крутного моменту і більшої потужності від верстата. Обмеженням вважається і те, що отвір повинен бути більш точно просвердленим, ніж при резьбонарезания.
Деталі з накатної різьбленням не використовуються в деяких видах промисловості через вигину внутрішнього діаметра різьби.
Як перевірити правильність роботи
Для того щоб перевірити правильність, а головне, якісність виконаної роботи, існують спеціальні інструменти - калібри. На такому інструменті обов'язково зазначається інформація наступного характеру:
- Параметри допуску;
- Призначення PK;
- LH шифр для інструментів з лівою різьбою.
калібри бувають
- Кільце.
- Пробка.
- Скоба.
Перед тим як почати користуватися цими способами, слід досконально вивчити процеси, вибрати те, що підходить, і строго дотримуватися всіх правил проведення обробки. Не варто нехтувати і технікою безпеки, тільки в цьому випадку результат буде якісним і точним.