
- Суть і способи зварювання
- характеристика електрода
- Особливості аргонодугового зварювання
- Устаткування для зварювання
- Рейтинг інверторних апаратів
- Переваги і недоліки
 Tungsten Inert Gas (TIG) - це спосіб ручного або автоматичного дугового зварювання. Він можливий при використанні не плавиться в вуглекислому газі або захисному інертному, з утворенням результативною діючої суміші. Цей спосіб закладається разом з іншими функціями практично у всіх сучасних зварювальних апаратах. Кращим плавиться матеріалом, який застосовується при цьому методі, є вольфрам, тому часто можна зустріти абревіатури не TIG, а WIG.
Tungsten Inert Gas (TIG) - це спосіб ручного або автоматичного дугового зварювання. Він можливий при використанні не плавиться в вуглекислому газі або захисному інертному, з утворенням результативною діючої суміші. Цей спосіб закладається разом з іншими функціями практично у всіх сучасних зварювальних апаратах. Кращим плавиться матеріалом, який застосовується при цьому методі, є вольфрам, тому часто можна зустріти абревіатури не TIG, а WIG.
Суть і способи зварювання
 Сварка методом TIG застосовується для з'єднання нержавіючих, конструкційних і вуглецевих сталей, нікелю, титану, алюмінію, міді, кременистих бронз, латуні, різнорідних сплавів і інших металів. Він використовується в теплоенергетичної, хімічної, харчової, нафтопереробної та інших галузях промисловості.
Сварка методом TIG застосовується для з'єднання нержавіючих, конструкційних і вуглецевих сталей, нікелю, титану, алюмінію, міді, кременистих бронз, латуні, різнорідних сплавів і інших металів. Він використовується в теплоенергетичної, хімічної, харчової, нафтопереробної та інших галузях промисловості.
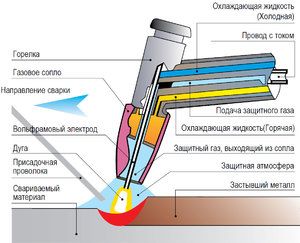
Між виробом і не плавиться, утворюється електрична дуга, яка розплавляє кромки присадочного металу і зварюється. Пальником в зону зварювання подається газ, який захищає зварювальну ванну, торець присадного дроту, електричну дугу і кристалізується шов від впливу повітря.
Класифікацію ручного зварювання можна уявити:
- За способом запалювання дуги. Дуга запалюється киснем поверхні виробу, що зварюється електродом або формування дуги здійснюється за допомогою вивідних планок. Практичний і простіше сформувати дугу особливим блоком - осциллятором.
- По виду потоку захищеного газу. Газ повинен рівномірно поширюватися по всьому перетину сопла. Це досягається при ламінарному потоці або в газовій камері.
- По виду захисного газу. В якості захисного газу може застосовуватися аргон, гелій, азот або суміш газів.
- По виду дугового розряду. Можлива сварка безперервно горить дугою або стислою дугою. Застосовується імпульсно-дугове зварювання, коли в процесі роботи дуга пульсує з заданим співвідношенням паузи і імпульсу.
- За технічними ознаками. Сварка здійснюється зануреної або проникаючої дугою, спареними електродами і пучком електродів.
- За видами струму. Сварка буває на постійному або на змінному струмі.
ТИГ-зварювання є універсальним видом з'єднання самих різних металів при будь-якому положенні в просторі.
характеристика електрода
Вольфрамові електроди застосовуються для зварювання неплавким електродом. Вони відрізняються високою температурою плавлення і тим, що не беруть участь у формуванні зварювального шва. Широке застосування отримали такі марки (ГОСТ 23949-80):
- чистий вольфрам;
- з окисом лантану;
- з окисом ітрію;
- з окисом торію.
 Ці легуючі елементи покращують якість вольфраму і додають стійкості до плавлення. Для відмінності стрижнів прийнята літерна і кольорове маркування. Буквена говорить про хімічний склад і домішках, а колірна говорить про видах окису, які містить електрод.
Ці легуючі елементи покращують якість вольфраму і додають стійкості до плавлення. Для відмінності стрижнів прийнята літерна і кольорове маркування. Буквена говорить про хімічний склад і домішках, а колірна говорить про видах окису, які містить електрод.
Вибір діаметра електрода залежить від марки вольфраму, роду і величини зварювального струму. Якщо правильно підібрати режим зварювання, то за кожну годину згоряння витрата стержня не перевищуватиме двох сантиметрів. Температура робочого середовища може досягати 6 тис. Градусів тепла.
При нагріванні не плавляться електроди можуть в атмосфері окислюватися, тому робоче середовище вольфраму захищається газом. За рахунок використання аргону і гелію досягається якість зварювання. Найбільш комфортною буде зварювання з прямою полярністю при постійному струмі. В цьому випадку пальник комфортна і полегшена, тому процес зварювання проходить легко.
 Особливістю електродів для TIG-зварювання є необхідність контролювати і готувати стан їх кінчика. Від цього залежить тиск дуги на поверхню і розподіл енергії, що впливає на глибину і ширину проварки вироби, а також розміри і форма шва. Правила заточування залежать від марки самого розхідники і умов роботи аргонодугового зварювання. Заточувати кінчик електрода можна із застосуванням болгарки або точильного кола.
Особливістю електродів для TIG-зварювання є необхідність контролювати і готувати стан їх кінчика. Від цього залежить тиск дуги на поверхню і розподіл енергії, що впливає на глибину і ширину проварки вироби, а також розміри і форма шва. Правила заточування залежать від марки самого розхідники і умов роботи аргонодугового зварювання. Заточувати кінчик електрода можна із застосуванням болгарки або точильного кола.
Особливості аргонодугового зварювання
 Аргонодуговая зварювання через високу універсальності набула широкого застосування. В якості захисного газу при зварюванні застосовують аргон. Сварка ділиться на ручну зварку і автоматичну. З її допомогу можна отримати шви з рівною структурою, акуратним виглядом і високою міцністю.
Аргонодуговая зварювання через високу універсальності набула широкого застосування. В якості захисного газу при зварюванні застосовують аргон. Сварка ділиться на ручну зварку і автоматичну. З її допомогу можна отримати шви з рівною структурою, акуратним виглядом і високою міцністю.
Основним інструментом виступає аргонове пальник: з її допомогою виконується з'єднання металів. З огляду на спеціального виконання вольфрамовий електрод фіксується з таким розрахунком, щоб кінець його стержня виступав над керамічним соплом на кілька міліметрів.
Коротка дуга забезпечує максимальну глибину проплавлення вироби. Від техніки подачі присадочного матеріалу залежить, наскільки акуратним буде зварювальний шов і яку ширину матиме. Присадка повинна постійно перебувати в зоні захисту і надходити спереду зварювального пальника.
Аргонодуговая зварювання TIG буде успішною при дотриманні певних правил:
- Вироби повинні бути підготовлені для зварювання - знежирені і очищені.
- Щоб створити захисну середу до виконання робіт, аргоновий газ подається за 10 секунд.
- Довжина дуги повинна бути мінімально можливою.
- Варити потрібно тільки в поздовжньому напрямку, без відхилень в поперечний напрям.
- Якщо подача аргону порушена, то роботу необхідно зупинити, так як електрод і присадка повинні бути під його захистом.
- Щоб метал не розбризкувався, пруток (присадний дріт) додаётся плавно.
- Якість шва вважається хорошим, якщо зварювальний ванна подовжена.
- Завершуються зварювальні роботи приниженням сили струму і відключенням через 10 секунд подачі газу.
У кожного виду аргонодугового зварювання свої особливості, визначаються вони застосовуються обладнанням.
Устаткування для зварювання
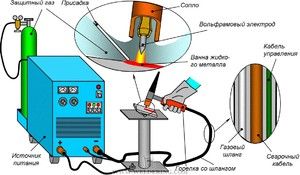
 Всі роботи в захисному середовищі газів здійснюються за допомогою спеціальних пристроїв, призначених для аргонно-дугового зварювання TIG або модифікованим під такі роботи обладнанням. Комплектація установок складається з наступних елементів:
Всі роботи в захисному середовищі газів здійснюються за допомогою спеціальних пристроїв, призначених для аргонно-дугового зварювання TIG або модифікованим під такі роботи обладнанням. Комплектація установок складається з наступних елементів:
- Сопло. Воно призначене забезпечувати роботу пальника. Виготовляють його з термостійкого матеріалу, так як температура зварювальної ванни при нагріванні може досягати 2000 ° C. Залежно від типу металу діаметр сопла різний.
- Пальник. Її конструкція залежить від методу проведення робіт. Якщо пальник буде з водяним охолодженням, це дозволить контролювати перегрів електрода і температуру зварювальної ванни.
- Осцилятор. За допомогою цього пристосування забезпечується підпалювання дуги безконтактним методом. Він не тільки підтримує стабільність електричної дуги, а й генерує розряд для пробивання дугового проміжку.
- Джерело напруги. Випускаються як зварювальні інвертори, так і трансформаторні установки. Переважно інверторні пристрої, вони створюють рівномірний напруга, що позитивно позначається на якості зварювального шва.
- Баластний реостат. З його допомогою регулюється сила струму, яка подається на дугу. Він допоможе підібрати оптимальні варіанти для роботи з різними металами.
- Додаткові аксесуари. Таким елементом може виступати зварювальний пост. Він полегшує повний процес виконання зварювальних робіт.
Інверторні апарати отримали широке застосування в побуті, вони прості в застосуванні і мають невеликими габаритами.
Рейтинг інверторних апаратів
Сучасні зварювальні інвертори значно полегшили роботу сварщикам і здійснили стрибок в електрозварювання. До трьох найкращим моделям, за відгуками користувачів можна віднести:
- Сварог TECH ARC 205 B (Z 203);
- Ресанта Саіп-190МФ;
- FUBAG IN 176.
Модель Сварог TECH ARC 205 B (Z 203) - це один з найбільш витривалих і надійних апаратів з аргонодуговим зварюванням, який випускає російська виробнича компанія. Його основні характеристики:
- напруга на вході - 187-253 В;
- зварювальний струм TIG - 10-200 А;
- тип вихідного струму - постійний;
- потужність - 9 кВ * А.
 ККД цього апарата становить 85%, він має форсаж дуги з типом підпалу дотиком. Модель володіє невеликими габаритами і вагою 8 кг, тому незамінна при частих пересуваннях. Виробник надає гарантійний термін - 5 років. Апарат не перегрівається, споживання електричної енергії незначне.
ККД цього апарата становить 85%, він має форсаж дуги з типом підпалу дотиком. Модель володіє невеликими габаритами і вагою 8 кг, тому незамінна при частих пересуваннях. Виробник надає гарантійний термін - 5 років. Апарат не перегрівається, споживання електричної енергії незначне.
Прилад Ресанта Саіп-190МФ призначений для професійних зварювальників. Виробляються ці прилади в Китаї, а реалізуються латвійською компанією «Ресанта». Цей пристрій дозволяє варити практично всіма типами зварювання. Зварювальний струм в режимі TIG - від 10 А до 190 А, а тривалість включення 70% при максимальному струмі. Він володіє якісним проваром і бере метал до 10 мм.
Основним недоліком цієї моделі є її габарити і вага - понад 18 кг.
Апарат FUBAG IN 176 проводиться німецькою компанією професійного електричного обладнання. Модель відрізняється своєю функціональністю, мікропроцесорним управлінням, невеликими габаритами і вагою - 4, 5 кг. Цим пристроєм можна варити в будь-якому положенні, регулюючи в процесі роботи зварювальний струм.
Модель має запатентований дизайн. З нею легко переміщатися від об'єкта до об'єкта і без зусиль працювати в важкодоступних місцях.
Переваги і недоліки
Сварка в середовищі аргону має ряд переваг в порівнянні з іншими видами зварювання. Завдяки їм, цей вид зварювання металів отримав досить велике поширення. До переваг можна віднести:
- застосування малих струмів, що робить позитивний вплив на роботи, що вимагають високої точності;
- роботи виконуються без електродних покриттів і флюсів;
- естетичність і висока міцність зварювальних швів;
- шляхом наплавлення можна відновити зношену частину виробу;
- можна працювати з металами, які погано піддаються зварюванні;
- можливість працювати з масивними конструкціями і дрібними деталями;
- мала кількість виділених аерозолів;
- відсутність іскор під час роботи, що говорить про пожежобезпеки;
- якісна різка металів з відсутністю відходів.
Незважаючи на простоту техніки зварювання і можливості займатися весь процес, зварювання в середовищі аргону має свої недоліки:
- досить дороге обладнання для виконання робіт;
- зварник повинен мати високу професійну кваліфікацію;
- виникнення в процесі роботи ультрафіолетового випромінювання;
- низька продуктивність праці, особливо це характерно для ручних апаратів;
- застосування високоамперной зварювання вимагає додаткового охолодження;
- робоче місце повинно бути захищене від протягів при роботі на відкритому просторі.
Наявність недоліків не позначається на затребуваності цього сучасного методу зварювання.