
- Конструктивні особливості токарного різця
- Класифікація за конструктивними ознаками
- Інші різновиди різців
- Види токарних різців по металу
- Особливості збірних різців
 Для механічної обробки металу або інших матеріалів застосовуються спеціальні ріжучі інструменти. Верстати токарної групи призначені для отримання виробів циліндричної або конічної форми. Провести точіння можна при застосуванні токарних різців, які мають ряд своїх особливостей. Різці для токарного верстата по металу класифікуються по величезній кількості ознак, підбираються залежно від особливостей проведених операцій. З появою високопродуктивного обладнання кількість різновидів даного ріжучого інструменту збільшилася.
Для механічної обробки металу або інших матеріалів застосовуються спеціальні ріжучі інструменти. Верстати токарної групи призначені для отримання виробів циліндричної або конічної форми. Провести точіння можна при застосуванні токарних різців, які мають ряд своїх особливостей. Різці для токарного верстата по металу класифікуються по величезній кількості ознак, підбираються залежно від особливостей проведених операцій. З появою високопродуктивного обладнання кількість різновидів даного ріжучого інструменту збільшилася.
Конструктивні особливості токарного різця
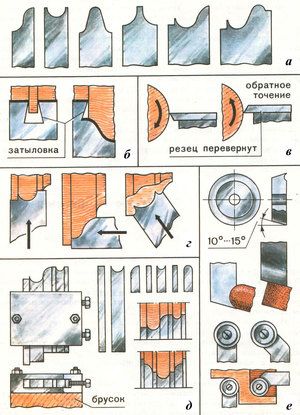
Токарне обладнання застосовується протягом багатьох десятиліть. Перший різець для токарних верстатів володів примітивної конструкцією, але вона збереглася практично без змін. Основними елементами ріжучого інструменту є:
- Держак - частина інструменту, призначена для його фіксації в спеціальному вузлі верстата.
- Робоча головка - друга частина різця, за допомогою якої виконується механічна обробка заготовки.

Складнішою формою характеризується робоча головка. Вона представлена поєднанням декількох різальних крайок, які володіють певним кутом заточки. Вибір кута заточування проводиться в залежності від особливостей майбутньої роботи: режими різання, властивості матеріалу, необхідної точності розмірів і інші. Держак може бути виконана всього в двох видах: прямокутної і квадратної форми.
Класифікація за конструктивними ознаками
Працювати можна при застосуванні самих різних варіантів виконання ріжучого інструменту. Встановлюються пристосування для токарного верстата по металу дозволяють проводити кріплення наступних видів ріжучих інструментів:
 Прямі набули найширшого розповсюдження. В цьому випадку державка разом з робочою головкою розташовані на одній або двох паралельних один одному осях. Для подібного інструменту підходить самий різний держатель.
Прямі набули найширшого розповсюдження. В цьому випадку державка разом з робочою головкою розташовані на одній або двох паралельних один одному осях. Для подібного інструменту підходить самий різний держатель.- Вигнуті характеризуються тим, що положення осі робочої частини відносної державки відхиляється на певний градус. Виготовлення різців по металу вигнутого типу також проводиться досить часто, так як вони дозволяють проводити чорнове або чистове точіння.
- Відтягнуті мають меншу ширину робочої головки в порівнянні з державкою. Робота з подібним інструментом проводиться досить часто.
- Відігнуті мають осі робочої частини і державки, які не збігаються. Зсув можна помітити при візуальному огляді інструменту зверху.
Крім цього, класифікація ріжучого інструменту проводиться з урахуванням встановлених норм в ГОСТ. Відповідно до технічної інформації виділяють наступні групи токарних різців:
 Цілісна конструкція, яка виготовляються цілком з одного металу. Складатися сплав може з різних хімічних елементів, які здатні підвищити жорсткість і міцність структури, підвищити опір до утворення тріщин і інших дефектів. Розглядаючи те, який ще метал може використовуватися при виготовленні подібного вироби, варто відзначити інструментальні стали.
Цілісна конструкція, яка виготовляються цілком з одного металу. Складатися сплав може з різних хімічних елементів, які здатні підвищити жорсткість і міцність структури, підвищити опір до утворення тріщин і інших дефектів. Розглядаючи те, який ще метал може використовуватися при виготовленні подібного вироби, варто відзначити інструментальні стали.- Варіанти виконання, на робочу частину яких напоює пластина. Напайку проводиться при застосуванні спеціального сплаву, що забезпечує високу міцність і надійність інструменту. Напаяти можуть пластини з твердих сплавів, які здатні витримувати тривалу роботу. Сьогодні інструмент подібного типу набув найширшого поширення, так як його застосування дозволяє істотно підвищити якість одержуваної поверхні.
- Різці зі змінними ріжучими пластинами, які фіксуються за допомогою спеціальних гвинтів або притисків. В цьому випадку ніж у міру зносу може бути замінений. Через складність конструкції і її досить високу вартість подібні інструменти застосовуються набагато рідше.
Склад застосовуваних сплавів при виготовленні ріжучих інструментів може істотно відрізнятися. Для визначення основних механічних якостей вказується марка металу, який застосовується при виготовленні вироби.
Інші різновиди різців
Класифікація інструменту проводиться і у напрямку, в якому відбувається подача. Виділяють токарні різці:
- Лівого типу - в процес обробки інструмент підводити зліва направо.
- Правого типу - цей тип вироби набув найбільшого поширення, так як подача супорта здійснюється справа наліво.
Т ехнологіческая карта обробки заготовки передбачає застосування наступних інструментів:
 Для виконання чорнової обробки. Найчастіше доводиться робити так, що показник швидкості обертання шпинделя низький, а подача високою. За рахунок цього можна знімати великий шар матеріалу за один прохід. Однак зниження показника швидкості обертання шпинделя кілька погіршує якість одержуваної поверхні. На цьому етапі також утворюються важливі геометричні елементи вироби: фаски і канавки.
Для виконання чорнової обробки. Найчастіше доводиться робити так, що показник швидкості обертання шпинделя низький, а подача високою. За рахунок цього можна знімати великий шар матеріалу за один прохід. Однак зниження показника швидкості обертання шпинделя кілька погіршує якість одержуваної поверхні. На цьому етапі також утворюються важливі геометричні елементи вироби: фаски і канавки.- Для чистових робіт. Після того як основний шар металу був видалений, настає етап проведення чистової обробки. У цьому випадку розміри заготовки і показник шорсткості доводяться практично до фінального показника.
- Деякі фахівці також виділяють напівчистове роботу, але на практиці інструменти цієї групи застосовуються вкрай рідко.
- Для виконання тонких технологічних операцій. Якщо деталь повинна володіти високоточними розмірами, то встановлюється інструмент, призначений для тонкої обробки. Він характеризується тим, що виготовляється з надтвердих матеріалів, розміри і форма наконечника залишаються незмінними протягом усього терміну експлуатації. Найчастіше встановлюється на верстатах з ЧПУ.
Варіант виконання для чорнової роботи обходиться дешевше всіх, так як до нього пред'являється меншу кількість вимог і при виготовленні застосовуються більш доступні матеріали.
Види токарних різців по металу
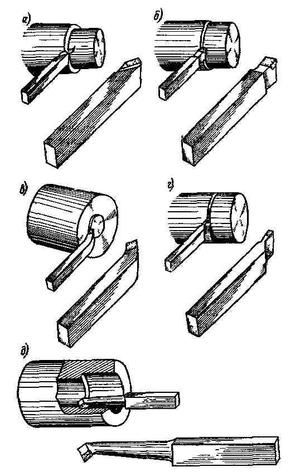
Розрізняють види інструменту за призначенням. Цей момент багато в чому визначає форму і розміри, кут заточування ріжучої кромки. Виділяють наступні види:
 Прохідний різець прямий набув найширшого поширення, так як в більшості випадків застосовується для утворення зовнішньої циліндричної поверхні. Однак він менш зручний для зняття фасок.
Прохідний різець прямий набув найширшого поширення, так як в більшості випадків застосовується для утворення зовнішньої циліндричної поверхні. Однак він менш зручний для зняття фасок.- Прохідний відігнутий також може застосовуватися для отримання зовнішньої циліндричної поверхні, але на відміну від попереднього варіанту виконання він комфортніший при знятті фасок. Держак цього інструменту може виконуватися в самій різній формі і розмірах.
- Прохідний завзятий з відігнутої робочою частиною застосовується для отримання зовнішньої циліндричної форми, різновид інструменту вважається найбільш затребуваною з усіх представлених на ринку. Конструктивні особливості дозволяють навіть за один прохід проводити зняття великого шару металу.
- Підрізної інструмент застосовується для обробки торцевих поверхонь. За рахунок зміни форми робочої частини стало можливо проводити зняття металу в перпендикулярному напрямку щодо осі заготовки. Варто враховувати, що область застосування цього інструменту досить обмежена, але без нього не провести багато технологічні операції.
- Відрізні різці для токарного верстата також отримали досить широке поширення. Вони застосовуються для відрізки заготовок під прямим кутом. Характерною рисою конструкції можна назвати дуже тонку ніжку, яка розрахована на глибоке врізання в метал. Для забезпечення тривалого терміну служби на ніжку напоює пластина з твердосплавного металу.
- Різьбонарізні застосовуються в разі наявності відповідного режиму роботи верстата. Бувають гвинторізні моделі, які можуть застосовуватися для нарізування різьблення на поверхні. Для подібної роботи також потрібен спеціальний інструмент, який буде створювати канавку вимагається форми. В окрему групу відносять інструменти, які призначені для створення внутрішньої різьби. Вони мають досить складну форму, призначені для підведення до торцевої поверхні під певним кутом. В цілому різьбонарізний інструмент для освіти внутрішньої різьби дещо нагадує розточувальному варіант виконання, але відмінності стосуються форми ріжучої кромки.
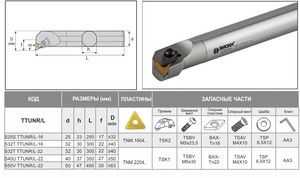
- Розточувальний інструмент призначений для обробки глухих отворів, розташованих з торцевого боку. Виділяють дві групи подібних різців: для глухих і наскрізних отворів. Різниця полягає в формі ріжучої кромки. Робоча частина виконана в відігнутому вигляді, за рахунок чого інструмент можна підвести до внутрішньої частини заготовки.

Крім цього, в продажу можна зустріти варіанти виконання, призначені для міні-верстатів. Вони характеризуються державкою меншого розміру. Застосування сучасних сплавів при виготовленні дозволяє зробити інструмент більш стійким до механічного та іншого впливу.
Особливості збірних різців
Розглядаючи універсальні різці, слід приділити увагу збірної конструкції. Вони характеризуються тим, що можуть забезпечуватися ріжучими пластиками з різною формою. До особливостей цього варіанту виконання можна віднести наступні моменти:
 При зміні наконечника можна отримати найрізноманітніші варіанти виконання різця. Є можливість змінювати кут обробки, що потрібно в деяких випадках при отриманні складної поверхні.
При зміні наконечника можна отримати найрізноманітніші варіанти виконання різця. Є можливість змінювати кут обробки, що потрібно в деяких випадках при отриманні складної поверхні.- Конструкція подібного інструменту складна, що визначає підвищення вартості.
- Найчастіше розглядається виріб купується для верстатів ЧПУ або інших спеціальних моделей, призначених для виконання специфічних робіт.
- Застосовуваний метод кріплення не призначений для високих навантажень. Саме тому при застосуванні розглянутого інструмента потрібно приділити увагу правильності вибору режиму різання.
- Пластини, які виступають в якості ріжучої кромки, виготовляють з міцних і зносостійких сплавів. Саме тому вони можуть прослужити довго і застосовуватися для чистової обробки.
Широке поширення верстатів з ЧПУ визначило появу досить великої кількості нових різновидів різців.
Це пов'язано з тим, що можливості верстата обмежуються лише експлуатаційними якостями застосовуваного різального інструменту.
Поява сучасних сплавів, які можуть витримувати вплив високих температур і тертя, також дозволило максимально розкрити потенціал подібного обладнання. Саме тому сьогодні різці з твердосплавними пластинами отримали досить широке поширення, зустрічаються в машинобудівних, верстатобудівних та інших цехах. Однак їх висока вартість визначає низьку рентабельність застосування на звичайних токарних верстатах. Тому цілісний інструмент поки часто застосовується при виконанні різних операцій.