
- Принцип роботи осцилятора
- функціональна схема
- Послідовність процесу зварювання
- види осциляторів
- Збірка в побутових умовах
- Правила експлуатації
 Без зварювальних робіт важко уявити сучасний світ. Навіть в побуті час від часу доводиться виконувати деякі зварювальні роботи. Для полегшення зварювального процесу нержавійки або кольорових металів необхідний осцилятор.
Без зварювальних робіт важко уявити сучасний світ. Навіть в побуті час від часу доводиться виконувати деякі зварювальні роботи. Для полегшення зварювального процесу нержавійки або кольорових металів необхідний осцилятор.
Цей апарат може запалювати електричну дугу без контакту з поверхнею деталі і підтримувати горіння, необхідне для зварювання. Для побутових потреб необов'язково купувати промисловий виріб, оскільки цілком можна зібрати осцилятор своїми руками в домашніх умовах або невеликої майстерні.
Принцип роботи осцилятора
При сварках де беруть участь кольорові метали зазвичай застосовують аргонодугового апарати, в яких вольфрамові електроди подплавлівают краю і створюють своєрідну ванну. Алюмінієвий матеріал і нержавіючу сталь зшивають, коли джерелом напруги і струму є інвертор.
У будь-яких випадках спостерігається одна і та ж проблема - початкове розпалювання дуги. При роботі з кольоровими металами постукують електродом по поверхні, в результаті чого утворюються тріщини і сліди, які вимагають подальшої обробки. Осцилятор - це те, що потрібно для аргонової зварки.
Якщо лист металу тонкий, то при роботі на невеликих токах дуга постійно гасне. Неодноразове і постійне її порушення забирає робочий час. Для запобігання подібних ситуацій теж необхідний осцилятор.
Збірка цих приладів може бути різна, але всі вони необхідні для порушення зварювальної дуги між електродом і виробом на відстані близько п'яти міліметрів. Осцилятори розміщують між джерелом струму і пальником з електродом з вольфраму.
Принцип роботи полягає в зміні вхідного напруги в високочастотні короткі імпульси. Ці імпульси підсумовуються зі зварювальним струмом і беруть активну участь в розпалюванні. Можна зібрати такий осцилятор для інвертора своїми руками.
Ці пристрої можуть харчуватися від змінного або постійного струму і підвищують як значення напруги, так і частоту електроструму. Якщо на вхід приладу подати напругу 220В з частотою струму в 50 Герц, то на виході вийде напруга від 2500 до 3000В при частоті від 150 000 до 300 000 Герц. Отримані імпульси мають тривалість десятків мікросекунд.
Номінальна потужність таких пристроїв приблизно 250-350 Ватт.
функціональна схема
Технічні характеристики кожного приладу залежать від його конструкції і властивостей елементів на схемі. Принципово агрегат складається з таких елементів:
- Коливальний контур. Він зібраний з індуктивної котушки і конденсатора. Котушка являє собою вторинну обмотку трансформатора високої частоти. Сам контур генерує необхідні іскри.
- Розрядник.
- Котушки дросельні. Їх кількість - дві одиниці.
- Високочастотний підвищувальний трансформатор. Він перетворює вхідні параметри напруги в високочастотні коливання.
Прилад також містить допоміжні електричні деталі, які відповідають за безпеку використання агрегату. Це захисний конденсатор, що оберігає працівника від ураження електричним струмом і запобіжник.
Запобіжник повинен спрацьовувати при короткому замиканні і пробої конденсатора.
Вхідна напруга, проходячи через обмотки підвищувального трансформатора, проходить через коливальний контур і починає зарядку конденсатора. Потім, після зарядки останнього до необхідної ємності, відбувається розряд і виникає пробій. Пробій викликає коротке замикання коливального контуру, внаслідок якого порушуються резонансні коливання. Струм високої частоти, який створює ці коливання, через захисний конденсатор і обмотки котушки доходить до зварювальної дуги.
Захисний конденсатор вільно пропускає високочастотний струм, який відрізняється також великою величиною напруги. Але цей блокувальний конденсатор не здатен пропускати струм низької частоти, так як має більший опір. Це властивість заважає пройти низькочастотному току від зварювального приладу і є надійним захистом від короткого замикання.
Послідовність процесу зварювання
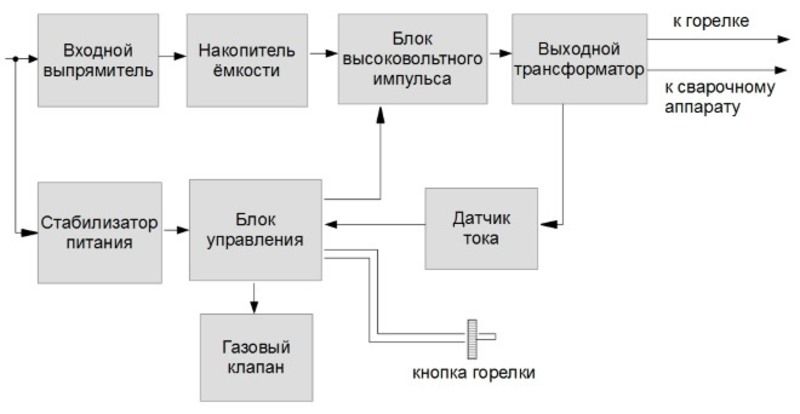
Незважаючи на деякі відмінності в збірці, використання пристроїв цього класу проходить за одним сценарієм. Можна так уявити послідовність роботи приладу:
- Зварювальник на пальнику натискає кнопку «Пуск».
- Випрямляч на вході отримує напругу з мережі, випрямляє і відправляє на накопичувач.
- Накопичувальний вузол заряджається.
- Після спрацьовування накопичувального конденсатора, звільняється імпульс.
- Імпульс надходить на високочастотний трансформатор і перетворюється в високовольтний імпульс.
- Одночасно спрацьовує клапан газу і виходить аргон з аргонно містить камери.
- Після короткого розряду струму, дуга запалюється в газовій хмарі і починається процес зварювання.
- Коли починає працювати зварювальний струм з силою, що перевищує п'ять ампер, то імпульс загасає. Відбувається процес зварювання з встановленими на апараті значеннями. При втраті контакту виникає наступне імпульс для відродження дуги.
- Коли сварка закінчується, прилад завершує процес.
При виготовленні аргоновой пальника своїми руками, конструкція може бути спрощена і прилад стає полуавтоматом. В цьому випадку при випадковому завершенні процесу зварювання треба вручну включати безконтактний підпал, натискаючи кнопку «Пуск».
види осциляторів
Пристрої цього типу в залежності від виду робіт, можуть бути короткочасного або постійної дії. Таким чином, осцилятори діляться на:
- Пристрої безперервної роботи.
- Апарати з імпульсним харчуванням.
При зварюванні тонких листових матеріалів краще підходить прилад постійного дії, так як розпал буде проводитися відразу при піднесенні до заготівлі. У процесі зварювання горіння буде рівне і весь час підтримуватися. В результаті вийде чистий і акуратний шов.
Для безпеки рекомендується послідовне з'єднання пристрою. Якщо передбачено паралельне підключення, то треба встановити захист від напруги. При виконанні робіт з алюмінієм, які виконуються виключно на змінному струмі, застосовують імпульсні апарати.
Збірка в побутових умовах
Для складання приладу аргонової зварки своїми руками з інвертора найчастіше використовують поширену і нескладну схему.
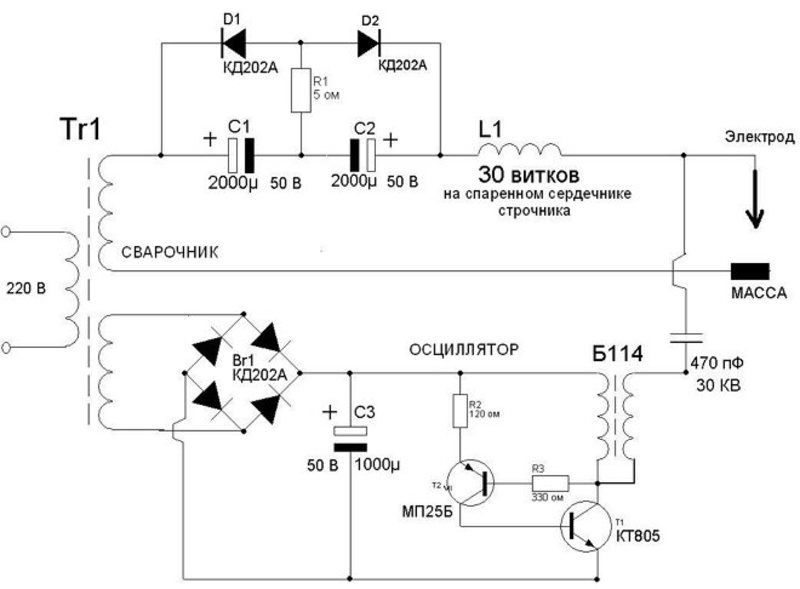
У цій схемі головним елементом є підвищувальний трансформатор. Саме він збільшує величину стандартного напруги до трьох тисяч вольт. Самим проблемним вузлом при складанні цього пристрою є розрядник, який виробляє сильну іскру. Розрядник і котушка індуктивності забезпечують головне - вони генерують затухаючі високочастотні імпульси, які запалюють дугу і підтримують рівномірне горіння. Котушка і розрядник спільно з блокувальним конденсатором утворюють вузол коливального контуру.
Саморобні апарати теж можуть бути виконані за двома різними схемами. Вони можуть бути імпульсного або безперервної дії. Прилади, що використовують принцип безперервної дії менш ефективні і в їх конструкцію треба обов'язково включати блок захисту від напруги. Імпульсні пристрої вважаються краще, зручніше і продуктивніше.
Основною деталлю вузла управління є кнопка. Вона виконує дві функції: включення розрядника і контролювання подачі захисного газу в область зварювання. Первинними даними при самостійній збірці є детальні відповіді на наступні питання:
- Застосування для алюмінію або нержавіючої сталі.
- Вид електричного струму - змінний або постійний.
- Яка напруга передбачається.
- На яку потужність буде розрахований прилад.
- Яка величина вторинної напруги.
Складання деталей проводиться на прямокутної платі. Зліва зазвичай розташовується трансформатор високої частоти, блок управління і запобіжний вузол. У центральній частині логічно розташувати розрядник з конденсатором коливального контуру і блокувальний конденсатор. Останній стає перепоною для низькочастотного струму на шляху до зварювання. Місце праворуч залишається для дроселя.
Трансформатор вибирають виходячи з потреб по величині струму у вторинній обмотці. При цьому котушку індуктивності краще зробити здвоєною. Тоді напруга і величина струму виявляються більш стабільними, а захист апарату надійніше. Контури подібні один одному і складаються з:
- Конденсатора, запас якого по напрузі в першій частині повинен бути не менше 500В і 5-6 кВ для другої. Ємність першого конденсатора повинна становити не менше 0.3 мФ, а другого до 1 мФ.
- Варістора з напругою у вторинній обмотці близько 90-100 В (для першого каскаду) і до 140-150 В у другій лінії.
- Котушки індуктивності. Обидві котушки мають феритовий стрижень з намотаною на нього мідним дротом перетином близько 20 міліметрів квадратних з зазором не менше 0.8 міліметрів. У першому каскаді кількість витків від семи, а в другому - менше. Котушка другого каскаду є фільтром і захистом від коливань струму. Струм різної амплітуди може привести до нестабільного горіння.
Для розрядника знаходять плату з ребрами тепловідведення. Ця плата охолоджує при спрацьовуванні розряду. Електроди з вольфраму іноді замінюють на звичайні. Головне, щоб їх діаметр становив не менше двох міліметрів. Кінчики електродів повинні бути строго паралельні. За допомогою спеціального гвинта уможливлюють регулювання відстані між електродами.
Щоб отримати максимальну стабільність, до другої обмотці другого каскаду підключають котушку від будь-якого електрошокера. Для цього в схему пристрою доводиться підключати акумулятор напругою в шість вольт. Він забезпечує харчування цієї котушки.
Наявність акумулятора не дає забути, що час від часу все пристрій потрібно оглядати і проводити регламентні роботи. Перший каскад підключається до инвертору, а другий призначений для зварювального пальника і заготовки, яку треба зварити. Корпус приладу повинен мати вентиляційні отвори і бути вологозахищеним.
Правила експлуатації
Застосування осциляторів нескладно, але вимагає виконання ряду правил. Тоді робота з приладом стає безпечною, зручною і продуктивною. Правила використання наступні:
- Застосування цих пристроїв дозволено як в приміщеннях, так і на повітрі.
- У разі рясного снігопаду або дощу краще утриматися від включення приладу при роботі на вулиці.
- Температурний режим навколишнього середовища повинен бути від -10 до +40 градусів за Цельсієм.
- Вологість повітря не повинна бути більше 98%.
- Вкрай не рекомендуються працювати зі зварювальним апаратом в приміщеннях де сильно накопичилася пил або агресивного газу здатні пошкодити метал або ізоляцію.
- Обов'язково перед включенням потрібно переконатися в наявності заземлення.
- Захисний кожух приладу можна знімати тільки в вимкненому стані. Під час зварювання кожух повинен бути надітий.
- На робочій поверхні розрядника не повинно бути слідів нагару або бруду. У разі забруднення потрібно вичистити кінчики розрядника тонкої наждачним шкіркою.
При складанні осцилятора для інвертора своїми руками необхідно також дотримуватися правил поведінки з електричними пристроями. Необхідно суворо дотримуватися основних правил складання електричних схем і використовувати тільки ті деталі, які мають потрібними характеристиками.