
- Умови забезпечення міцності
- Підготовка робочого місця
- Загальний порядок робіт
- М'яка пайка водопровідних труб
- Тверда пайка мідних з'єднань
- Кріплення для мідних труб
- Різниця між пайкою мідні й латунні
 Мідь - один з найбільш легкодоступних металів, який широко використовується в промисловості і системі житлово-комунального господарства. Пайка мідних труб - це з'єднання з використанням фітингів, із застосуванням жорсткої і м'якої пайки. Технологія відома з давніх часів, а сьогодні особливо актуальна - із застосуванням сучасних матеріалів для пайки.
Мідь - один з найбільш легкодоступних металів, який широко використовується в промисловості і системі житлово-комунального господарства. Пайка мідних труб - це з'єднання з використанням фітингів, із застосуванням жорсткої і м'якої пайки. Технологія відома з давніх часів, а сьогодні особливо актуальна - із застосуванням сучасних матеріалів для пайки.
Умови забезпечення міцності
Однією з умов герметичності і міцності паяних виробів є відповідна ширина паяного з'єднання. Для забезпечення цієї умови використовуються спеціальні пристрої роз'ємів, двухконечних колін, ковпачків, трійників. Мідь може паяться:
- м'якими припоями (температура плавлення нижче 450 C);
- твердими припоями (температура плавлення вище 450 C).
Типи припою, що використовуються на мідних водопровідних трубах:
- 40 відсотків свинцю / 60 відсотків олова;
- 95 відсотків олово-сурми / 5 відсотків свинцю;
- 50-відсотковий свинцевий припій рекомендується на лініях сплаву міді, які не повинні використовуватися для питної води;
- безсвинцевої припій, для труб, які використовуються у водопостачанні.
Підготовка робочого місця
Пайка мідних труб своїми руками повинна проходити після підготовки робочого місця, а роботу треба починати з того, щоб правильно підібрати інструмент для пайки мідних труб і супутні матеріали.
Необхідні інструменти для пайки:
 Мідний різак.
Мідний різак.- Металева щітка.
- Трубогиб.
- Абразивна тканину.
- Пастоподібний флюс.
- Безсвинцевої припій.
- Рукавички.
- Захисні окуляри.
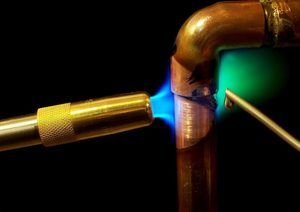
Монтаж пайки з'єднань в установках здійснюється з використанням відповідних пальників з пропанових повітрям або ацетиленовим киснем. Температура полум'я пропан - повітря становить близько 1900 C, а ацетиленового кисню становить близько 3100 градусів. Висока температура полум'я оксіацетілена, з одного боку, прискорює процес нагрівання до температури пайки, з іншого боку, створює небезпеку недопустимого плавлення поверхні труб.
Інструмент для пайки, зокрема, ковпачок пальника, є критичним фактором, що впливає на якість. Таким чином, навіть нагрів зі стандартною пальником, незважаючи на дуже високу теплопровідність міді (411 Вт / м * К), може бути утруднений, особливо в місцях, які не дозволяють переміщати паяльник. У таких ситуаціях набагато вигідніше використовувати пальники з ковпачками, які рівномірно нагрівають область пайки.
Загальний порядок робіт
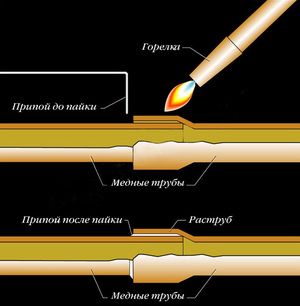
 Перед тим як злити мідні трубки, спочатку відрізають точну її довжину, за допомогою різака або ножівки. Якщо використовувалася ножівкова пила, для забезпечення рівного розрізу її слід обробити напилком або видалити всі внутрішні і зовнішні задирки за допомогою розгортки або іншого інструменту для обробки гострих кромок. Якщо трубка некругла, її потрібно довести до дійсного розміру за допомогою інструменту для калібрування.
Перед тим як злити мідні трубки, спочатку відрізають точну її довжину, за допомогою різака або ножівки. Якщо використовувалася ножівкова пила, для забезпечення рівного розрізу її слід обробити напилком або видалити всі внутрішні і зовнішні задирки за допомогою розгортки або іншого інструменту для обробки гострих кромок. Якщо трубка некругла, її потрібно довести до дійсного розміру за допомогою інструменту для калібрування.
Області поверхні трубопроводу повинні бути чистими і вільними від забруднення маслом, жиром або оксидом. Вони можуть бути правильно очищені шляхом чистки щіткою з нержавіючої сталі або обробкою наждачним тканиною. Якщо на ній присутній жир, необхідно очистити її розчинником, а також видалити всі сторонні частинки, такі як наждачний пил, протерши ділянки сухою тканиною. Поверхня стику повинна бути дуже чистою.
Технологія нанесення флюсу забезпечує рівномірність на кінцях труб і всередині фітингів. Вона запобіжить окислення міді при нагріванні, коли вона буде досить гарячою, щоб припаятися. Не потрібно використовувати велику кількість флюсу, так як це призведе до корозії всередині труби.
 Весь зайвий флюс видаляється тканиною. Не можна працювати з ним голими руками, так як його хімічні речовини є шкідливими для шкіри. Як тільки фітінг або труби будуть встановлені в схемі, треба починати паяти з верхньої частини шва, і як тільки він стане нагріватися, припій розтечеться до самого кінця з'єднання. У цей момент потрібно тримати факел паяльника подалі від труби.
Весь зайвий флюс видаляється тканиною. Не можна працювати з ним голими руками, так як його хімічні речовини є шкідливими для шкіри. Як тільки фітінг або труби будуть встановлені в схемі, треба починати паяти з верхньої частини шва, і як тільки він стане нагріватися, припій розтечеться до самого кінця з'єднання. У цей момент потрібно тримати факел паяльника подалі від труби.
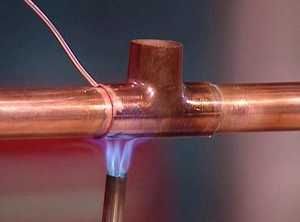
Сварка пропановим пальником ідеально підходить для невеликих робіт, в той час як ацетилен використовується для труб розміром більше 3/4 дюйма. Перед зварюванням потрібно переконатися, що тиск усередині труби відсутня. Не можна виконати процес припайки, коли вода знаходиться в ній. Необхідно злити воду і дочекатися, поки вона висохне повністю. Нагрівання труби перед пайкою проводиться з обох сторін, повільним обертанням факела навколо з'єднання для рівномірного розподілу вогню, поки припій повністю не стикнеться з швом.
Латунні фітинги вимагають додаткового тепла. Полум'я встановлюється на середньому або високому рівні для отримання достатньої температури плавлення. Якщо полум'я налаштоване правильно, воно буде горіти різними відтінками синього. Надзвичайно гарячі температури знаходяться за видимими ділянками полум'я. Вставляють кінець флюсованной трубки в фітінг, підтримують конструкцію, щоб забезпечити правильне вирівнювання, поки сплав для пайки не затвердіє.
 Після цього утримують шов протягом декількох секунд (або більше) -в залежності від його розміру. Тепер домашня збірка готова до пайки. Для більшості робіт з використанням кисень - ацетиленових газів слід застосовувати коксування або нейтральне полум'я, яке має чітко виражений внутрішній конус.
Після цього утримують шов протягом декількох секунд (або більше) -в залежності від його розміру. Тепер домашня збірка готова до пайки. Для більшості робіт з використанням кисень - ацетиленових газів слід застосовувати коксування або нейтральне полум'я, яке має чітко виражений внутрішній конус.
Потрібно уникати окисляє полум'я. Надлишок ацетилену видаляє поверхневі оксиди з міді. Вона буде яскравою, а не тьмяною або почорнілою через неправильне окисляє факела.
Пайка з повітряними / ацетиленовими факелами є популярною альтернативою кисневого. Потік паливного газу всмоктує повітря в змішувач, він починає обертатися для поліпшення згоряння і підвищення температури полум'я. Починають нагрівання трубки, спочатку застосовуючи факел в точці, розташованій безпосередньо поруч з фитингом.
Розподіляти полум'я потрібно поперемінно навколо трубки і фітинга, поки обидва не досягли температури пайки перед нанесенням паяльного наповнювача. Коли використовується флюс, нагрівати трубку потрібно до тих пір, поки потік не пройде «барботують» діапазон температур, режим стане тихим, а сплав рідким і прозорим, схожим на чисту воду.
 Тільки після того, як базові метали будуть нагріті до температури пайки, технік може додати метал - наповнювач. В цей час полум'я можна миттєво виявити на кінчику наповнювача, щоб почати процес плавлення. Завжди потрібно тримати обидва фитинга і трубки нагрітими, граючи полум'ям над трубою і фитингом, коли сплав для припою втягується в з'єднання. Пріпайний сплав буде дифундувати і повністю заповнити всі області шва оцинковки.
Тільки після того, як базові метали будуть нагріті до температури пайки, технік може додати метал - наповнювач. В цей час полум'я можна миттєво виявити на кінчику наповнювача, щоб почати процес плавлення. Завжди потрібно тримати обидва фитинга і трубки нагрітими, граючи полум'ям над трубою і фитингом, коли сплав для припою втягується в з'єднання. Пріпайний сплав буде дифундувати і повністю заповнити всі області шва оцинковки.
Далі потрібно припинити подавати сплав припою після заповнення зони зварного з'єднання. Надмірна припій не покращує якість або надійність пайки і являє собою відходи матеріалу. Всі залишки флюсів повинні бути видалені для перевірки і випробування під тиском. Відразу після того як сплав для пайки встановлено, потрібно загартувати і видалити залишки флюсу. При необхідності використовується наждачний тканину або дротяну щітку.
М'яка пайка водопровідних труб
Для пайки труб діаметром менше 28 мм через можливість перегріву матеріалу і пошкодження поверхні труби, використовується тільки м'який припой для пайки мідних труб. Підготовка стику для пайки і м'якою пайки по суті така ж, як і в загальних випадках: різка труб, видалення задирок по краях, розширення кінців труб (якщо з'єднувачі не використовуються), очищення поверхні труби в точці з'єднання і застосування флюсу. Найбільш рекомендованими сполучними для м'якої пайки мідних установок є свинцево олов'яні припої.
Слід зазначити, що з санітарних міркувань припій, що містить кадмій і свинець, не допускається використовувати в установках для питної води. В цьому випадку використовуються олово - мідний (S - Sn97Cu3) і олов'яно - срібний (S - Sn97Ag3) припій. Часто для пайки м'яких мідних установок використовуються флюс або роз'єми з затискним припоєм з флюсом. Міцність на зсув паяних з'єднань з м'яким припоєм зазвичай не перевищує 50 МПа і значно зменшується при підвищенні температури, що призводить до обмеження використання м'яких припоїв для установок, що працюють при температурах до 110 C.
На додаток необхідно використовувати паяльний потік, який розчиняє оксиди з поверхні паяних елементів і захищає від повторного окислення під час пайки. Флюси для м'якої пайки зазвичай представляють собою пасту, гель або рідина, які після пайки повинні залишатися неагресивними, а в разі установок для питної води - нетоксичними, шлаками, легко миються холодною водою.
Тверда пайка мідних з'єднань
 Для спайки твердих мідних установок рекомендується використовувати мідно - фосфорне сполучна з додаванням срібла, що покращує пластичні властивості припою. Рекомендується використовувати срібні сполучні речовини Ag - Cu - Zn або Ag - Cu - Zn - Sn. Економічним є використання оловянно - фосфорних припоїв через відносно низьку ціну в порівнянні з срібними припоями. Додатковою перевагою цих припоїв є виключення необхідності використання флюсу, оскільки фосфор забезпечує відновлення оксидів міді, що покривають паяний метал.
Для спайки твердих мідних установок рекомендується використовувати мідно - фосфорне сполучна з додаванням срібла, що покращує пластичні властивості припою. Рекомендується використовувати срібні сполучні речовини Ag - Cu - Zn або Ag - Cu - Zn - Sn. Економічним є використання оловянно - фосфорних припоїв через відносно низьку ціну в порівнянні з срібними припоями. Додатковою перевагою цих припоїв є виключення необхідності використання флюсу, оскільки фосфор забезпечує відновлення оксидів міді, що покривають паяний метал.
В інших випадках потік флюсу з відповідною активністю слід використовувати при температурі пайки, в залежності від температури плавлення припою. Флюси для пайки можуть бути в формі пасти, порошку, суспензії. На ринку також є флюс, що містить пайку, або у вигляді покриття або в осерді припою. Тоді немає необхідності застосовувати додатковий потік до паяним поверхонь.
Міцність припаяних мідно - фосфорних припоїв становить близько 120 МПа, а срібні припої близько 170 МПа, тому вона в кілька разів перевищує міцність з'єднань, виготовлених з використанням олов'яних припоїв.
Кріплення для мідних труб
Трубні хомути міцно наголошують труби в стіну, опорну балку або іншу конструкцію. Ці затиски зазвичай являють собою один кронштейн з двома отворами для кріплення на тверду поверхню або гнучку металеву смугу з отворами, пробитими кожні кілька сантиметрів. Для будь-якого типу затиску необхідно кріплення до стіни або балці.
Є кілька типів кріпильних елементів на вибір:
- затискачі для труби з міді;
- цвяхи;
- гвинти та болти;
- пластикові затискачі і кріпильні деталі;
- альтернативні кріпильні деталі.
Такі труби зазвичай вимагають затискачів, так як використання того ж типу металу зменшить умова виникнення корозії від низьких електричних струмів, створюваних при з'єднанні різних металів. Мідь забезпечує гнучкий затиск, який дозволяє трубах розширюватися і стискатися в різних погодних умовах. Затискачі для труб доступні в формованих C - образних конструкціях або в гнучких смужках з міді з фіксаторами, пробитими уздовж смуги. Будь-який тип допустимо для мідної сантехніки.
 Цвяхи вставляють по обидва боки затиску труби і закріплюють на місці, щоб зміцнити фіксатор на стіні або на іншій поверхні. Найкраще вони підходять для дерева, але можуть використовуватися з гіпсокартоном і відкритим сайдингом.
Цвяхи вставляють по обидва боки затиску труби і закріплюють на місці, щоб зміцнити фіксатор на стіні або на іншій поверхні. Найкраще вони підходять для дерева, але можуть використовуватися з гіпсокартоном і відкритим сайдингом.
Важливо використовувати цинкові цвяхи, щоб уникнути корозії головки цвяха з плином часу. Установка кріплення вимагає обережності. Труби з міді легко згинаються, і пропущений удар за допомогою молотка може її пошкодити. Перед проведенням пайки краще почати з видеоурока, де продемонстрована правильна технологія.
Гвинти і болти є ще одним варіантом кріплення хомутів. Гвинти вимагають використання свердла, але набагато міцніше, ніж цвяхи. Гвинти добре працюють в деревині, але також можуть бути встановлені в бетонні або інші тверді поверхні. Деякі хомути для труб обв'язують з використанням болтів. Як правило, болти поставляються з зажимами. Краще використовувати оцинковані гвинти і болти, щоб зменшити ймовірність того, що вони з часом будуть коррозировать.
Можна використовувати пластикові затискачі і кріпильні деталі з мідними трубами. Пластик не буде коррозировать на мідній поверхні і утримується так само щільно, як і мідні затискачі. Також застосовуються пластикові застібки-блискавки для з'єднання труби з іншою поверхнею. Це особливо корисно, коли недоцільно використовувати мідний трубний затиск з цвяхами або гвинтами, наприклад, при з'єднанні декількох труб. Пластикові застібки-блискавки поставляються в самих різних розмірах для будь-якого застосування.
Різниця між пайкою мідні й латунні
Пайка - зручний інструмент, коли мова йде про ремонт сантехніки у ванній кімнаті. Пайка не є однотипною операцією, а в різних випадках потрібні інші технології. Зокрема, пайка латунних труб може бути більш складною, ніж пайка міді, так як латунні фітинги вимагають більш високих температур.
Основний процес з'єднання латунних або мідних водопровідних труб по суті той же, однак велика різниця між міддю і латунню полягає в тому, що латунь вимагає набагато більше тепла для правильної роботи припою. Насправді, доведеться нагріти метал в п'ять або шість разів більше, ніж мідь, щоб вона досягла точки, в якій розплавиться припій. Це зажадає більш високої температури від факела, більше часу, подачі тепла до металу, і пильної уваги за поведінкою полум'ям з усіх боків.
Латунні труби дещо незвичні, тому перед початком пайки потрібно стежити, щоб тиск усередині паяння не накопичувалося, а вільно віддалялося в навколишнє середовище.
Досвід говорить про те, що пропанові пальники недостатньо гарячі, щоб працювати з латунню. Замість цього при роботі з латунню використовують особливий газ, який представляє собою суміш метилацетилену і пропадієну, яка досягає більш високої температури, ніж пропан. Не потрібно скупитися на використання флюсу або паяльної пасти, коли потрібно монтувати труби.